
Welding ABC
Stick Welding Can Benefit from Pulsed Welding Current
4 August 2021
With considerably more productive welding processes such as MIG/MAG taking over the welding industry, the role of stick welding (MMA) has become smaller in recent decades. This is why the majority of welding equipment manufacturers have focused their most significant efforts on MIG/MAG welding rather than stick welding, and introduced new features made possible by new power source technologies.
Antti Kahri
Pulsed MIG/MAG welding, for example, has been in extensive use for a few decades now, but similar welding current pulsing is only available for stick welding in a few devices. Kemppi has developed a new easy-to-use pulse function for its Master 315 stick welding machine. This pulse function can be used extensively in various stick welding applications.
How does pulsed stick welding work?
In pulsed stick welding, the welding current varies between two levels at a frequency chosen by the user. The two current levels have been chosen with the idea that both levels typically remain within the electrode’s good operating range when the average current is set close to the middle of the operating range. In practice, this means that the lower current level is fixed at 70% of the higher current level and users do not have to manage the ratio. To further simplify the adjustment process, a fixed value is also set for the ratio of the duration of these current levels. The higher current level lasts for 40% of the entire cycle.
The operating principle is otherwise identical to that of ordinary stick welding, with the addition of the variation in current levels. Figure 1 illustrates the principles of pulsed stick welding.
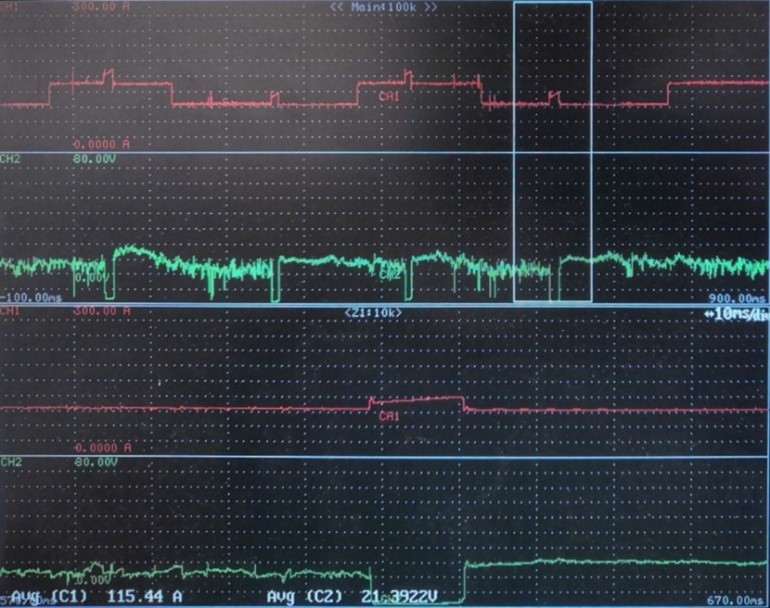
Figure 1. The behavior of welding current (red) and arc voltage (green) in pulsed stick welding with a 3.2 mm basic electrode at a 115 A average current and a 2.5 Hz frequency. The higher level of the pulse is 140 A and the lower level is 98 A. The lower curves are a magnification of the framed area of the upper curves and show the behavior during a short circuit.
In Master 315’s graphical user interface, the pulsed MMA feature and its essential parameters are clearly displayed on one screen as illustrated in Figure 2. Users can adjust the parameters by turning the knob on the control panel. There are only two adjustable parameters: welding current and pulse frequency. The remaining parameters are displayed for the user's information only. The principle of the process described above is illustrated to the user by using graphics.
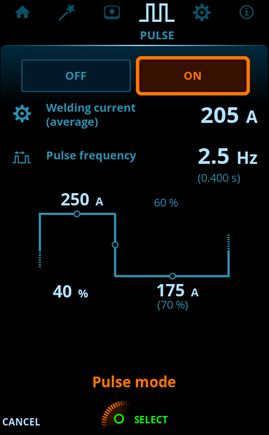
Figure 2. View of the pulsed MMA process in the Master 315 user interface.
Pulsed stick welding is easier, more efficient and suitable for many applications
The Master 315 pulsed stick welding feature is optimized for basic electrodes but is suitable for use with almost all electrode types. Thanks to its freely adjustable frequency, users can use this feature in all kinds of welding applications. Based on welding tests conducted in Kemppi's welding laboratory, pulsed stick welding is best for position (Fig. 3), fillet, and root welding.
In position welding, the lower current level helps to cool the weld pool, which then improves the pool controllability. Fillet welding enables users to reach a higher travel speed or to use a lower average current, which then reduces the heat input, resulting in less deformation. In root welding, it is easier to produce a uniform result because the higher current level stirs the weld pool so that traces of manual error are reduced. In addition, the higher current level allows smoother joints to be formed.
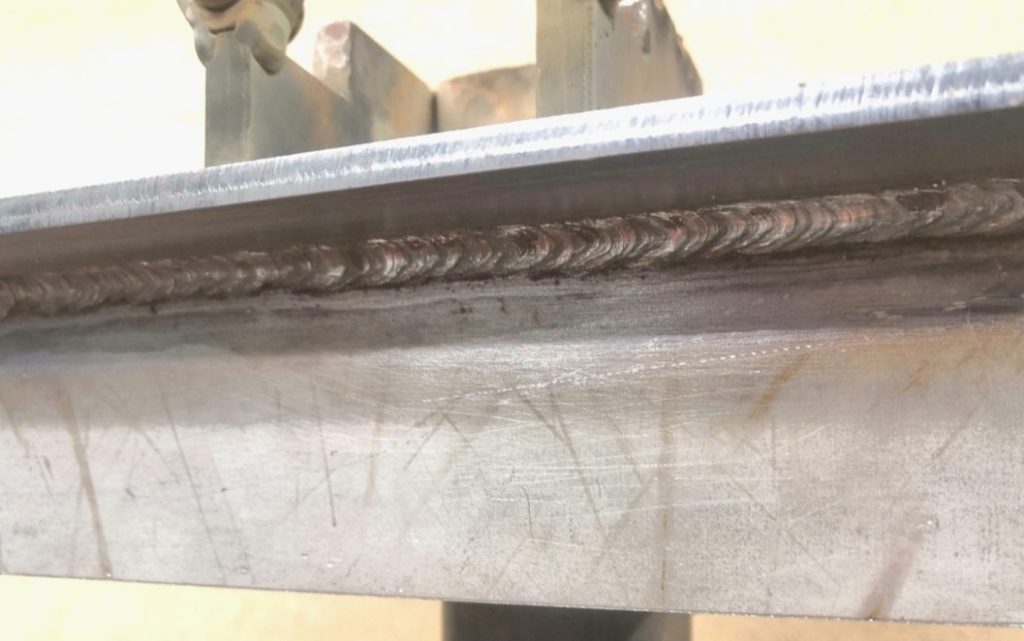
Figure 3. Pulsed MMA welded overhead fillet weld (welding position PD). Base material 5 mm structural steel S355 and filler material 3.2 mm basic electrode. Welding current 130 A and pulse frequency 1.5 Hz. The amount of spatter is minimal considering the welding application.
In addition to these application-specific benefits, pulsed stick welding has the following general benefits when compared to conventional stick welding:
Keeping the travel speed constant is easy because the pulse frequency sets the pace for the welding.
The amount of residual spatter is reduced.
The weld surface is smoother (at a high pulse frequency).
The slag comes off more easily.
Although stick welding is considered to be a fairly simple welding process, users can streamline or tailor it to better meet the requirements of a particular welding application. Few welding devices, however, have such features for improving the stick welding process. Kemppi's new pulsed MMA feature, designed for ease of use, adds options to many different stick welding applications to make welding a little more efficient, higher quality, or just plain easier.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Related products

Product family
Master 315 is a stylish and practical stick welding machine, that guarantees optimal welding performance and fast parameter setting.
More blog posts

Find the right parameters for TIG welding
Successful welding relies upon a combination of parameter settings and choices.
Welding ABC

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
Welding ABC

Stable arc ignition improves welding quality and reduces costs
In MIG/MAG welding, arc ignition plays a key role in welding quality. Any instability will result in the post-weld cleaning of spatters, which eats up resources and hinders productivity in industrial environments. Available in modern welding equipment, new ignition-enhancing technologies offer additional control of the arc and support the craftsmanship of welders.
Manual welding

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Welding automation

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Manual welding, People

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Safety
