
Innovaatio
Up to 38 % savings with Reduced Gap Technology
19. huhtikuuta 2016
The groove angle has a direct impact on the efficiency and productivity of welding heavy metal structures. Kemppi's new solution, Reduced Gap Technology (RGT) changes the understanding of narrow gap welding. The new technology challenges conventional joint design principles.
Petteri Jernström
In a narrow groove, the welding arc is difficult to control without equipment specially designed for the application. Our technology allows reliable and efficient narrow gap welding with no need for special equipment or accessories for material thicknesses of up to 30 mm. The technology provides many benefits which result in lower investment, repair and labor costs. It enables significant cost savings through reductions in welding time and filler material consumption.

Arctech Helsinki Shipyard has gained speed and quality with Kemppi’s technology
One success story has been Arctech Helsinki Shipyard Oy, which has used Kemppi’s RGT in mechanized welding in the construction of icebreakers. Welding work has gained speed, because the groove volume and the number of passes to be welded have decreased. This has reduced the need for filler material. Mechanization has also made the welds more consistent in quality.
25-38% savings on filler material and arc time
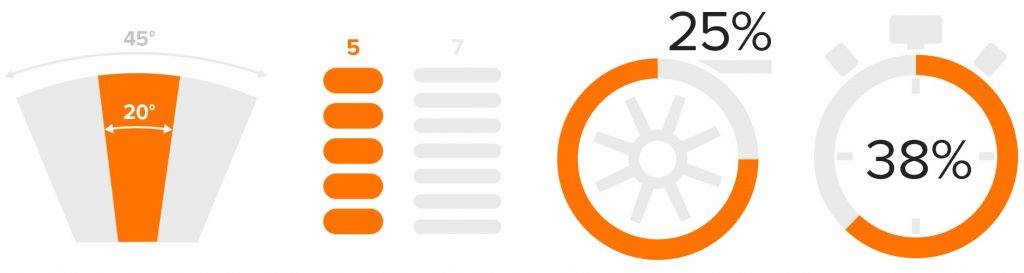
Groove angle 20° instead of 45°
Only five passes instead of seven
25% saving on filler material
38% saving on arc-on time
At the core of Kemppi’s RGT solution is an intelligent arc control system. A short, stable, and efficient arc minimizes the risk of incomplete penetration and lack of fusion, because the arc is always focused precisely at the desired point of the groove. The groove angle can be lowered to 20 degrees instead of the normal 45-60 degrees. The lower the groove angle, the fewer weld passes are needed to complete the joint. It reduces the welding time and the consumption of filler material, and makes the material less prone to distortion. The method is excellently suited to both butt and fillet joints, no matter the welding position.

Petteri Jernström
Petteri Jernström
Vice President, Technology at Kemppi Oy until February 2020. A technology innovator with extensive experience across a variety of sectors and roles in the welding industry. Curious about discovering, learning, and inventing new ways of doing things. Petteri holds a Doctor of Science degree in Welding Technology from the Lappeenranta University of Technology, Finland.
Lisää blogikirjoituksia

Wise pipe welding at IIW 2015
Once a year, all welding professionals in the world gather together to share their expertise and insights on the welding industry. The 68th IIW Annual Assembly and International Conference is currently in motion in Helsinki, Finland.
Käsinhitsaus

The significance of usability in industrial welding
We asked two professional welders – Meyer’s Jukka Hahko and Dinolift’s Pasi Laakso – what good usability means in industrial welding.
Innovaatio

Future welding - as seen by the welders
In the world of welding, innovation is guided by the needs of both the industries using welding systems, and the individual welders who work with them from day to day. To draw a picture of the future of welding, we asked two welders to give us their insights on the road ahead.
Ihmiset

Kobottihitsaus automatisoi käsinhitsauksen ja parantaa tehokkuutta ja laatua
Kobottihitsaus integroi yhteistyörobotit (kobotit) hitsausprosesseihin tuottavuuden, laadun ja turvallisuuden parantamiseksi.
Automatisoitu hitsaus

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus
