
Hitsauksen ABC
Hitsausvirran pulssitus tuo hyötyjä myös puikkohitsauksessa
4. elokuuta 2021
Puikkohitsauksen rooli hitsaavassa teollisuudessa on viime vuosikymmeninä pienentynyt merkittävästi tuottavampien hitsausprosessien, kuten MIG/MAG-hitsauksen vallatessa alaa. Tästä syystä merkittävimmät uuden virtalähdeteknologian mahdollistamat panostukset ja uudet ominaisuudet ovat kohdistuneet ainakin pääosalla hitsauslaitevalmistajista puikkohitsausta enemmän MIG/MAG-hitsaukseen.
Antti Kahri
Esimerkiksi pulssi-MIG/MAG-hitsaus on ollut laajasti käytössä vähintään koko 2000-luvun ajan. Puikkohitsauksessa hitsausvirran pulssitus on tänä päivänäkin mahdollista vain harvoissa laitteissa. Kemppi on kehittänyt uutta Master 315 -puikkohitsauslaitetta varten helppokäyttöisen pulssitoiminnon, jota on mahdollista hyödyntää laajasti erilaisissa puikkohitsaussovelluksissa.
Pulssipuikkohitsauksen periaate
Pulssipuikkohitsauksessa hitsausvirta vaihtelee kahden tason välillä käyttäjän haluamalla taajuudella. Nämä kaksi virtatasoa on valittu niin, että ne molemmat pysyvät tyypillisesti puikon hyvällä toiminta-alueella silloin, kun keskiarvovirta on säädetty lähelle toiminta-alueen puoliväliä. Tämä tarkoittaa käytännössä sitä, että matalampi virtataso on kiinteästi 70 % korkeamman virtatason suuruudesta, eikä käyttäjän tarvitse huolehtia tästä suhteesta. Myös näiden virtatasojen kestojen suhteeksi on valittu kiinteä arvo, jotta prosessin säätäminen olisi käyttäjälle mahdollisimman helppoa. Korkeamman virtatason kesto koko syklistä on 40 %.
Virtatasojen vaihtelua lukuun ottamatta toimintaperiaate on identtinen tavallisen puikkohitsauksen kanssa. Pulssipuikkohitsauksen periaate on esitetty kuvassa 1.
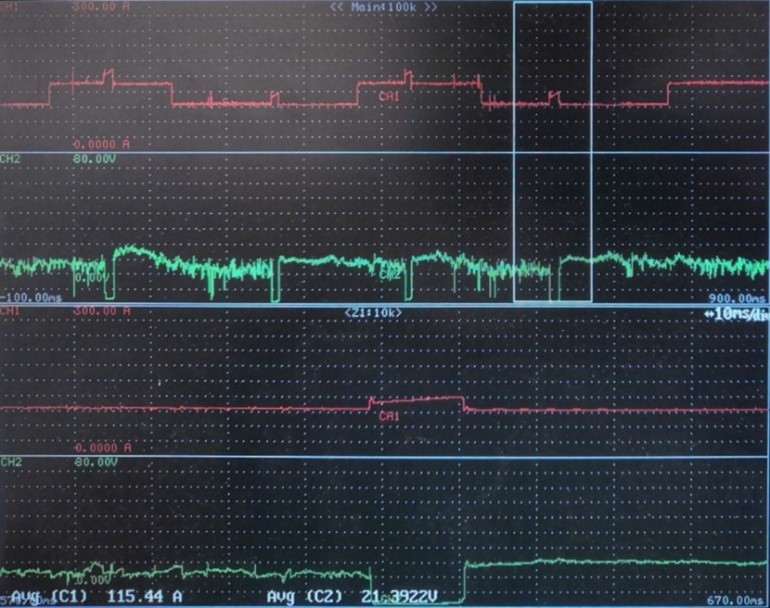
Kuva 1. Hitsausvirran (punainen) ja kaarijännitteen (vihreä) käyttäytyminen pulssipuikkohitsauksessa 3,2 mm emäspuikolla 115 A keskiarvovirralla ja 2,5 Hz taajuudella. Pulssituksen korkeampi taso on 140 A ja matalampi taso 98 A. Alemmat käyrät ovat suurennos ylempien käyrien kehystetystä alueesta ja siinä näkyy käyttäytyminen oikosulun aikana.
Master 315:n graafisessa käyttöliittymässä pulssipuikko-ominaisuus ja sen oleelliset parametrit on esitetty selkeästi yhdellä ruudulla kuvassa 2. Säädettävien parametrien kohdalle on mahdollista siirtyä ohjauspaneelin nuppia kääntämällä. Säädettäviä parametreja on vain kaksi: hitsausvirta ja pulssitaajuus. Loput parametrit ovat näytöllä vain käyttäjän tiedoksi. Yllä kuvattu prosessin periaate havainnollistetaan käyttäjälle grafiikkaa hyödyntäen.
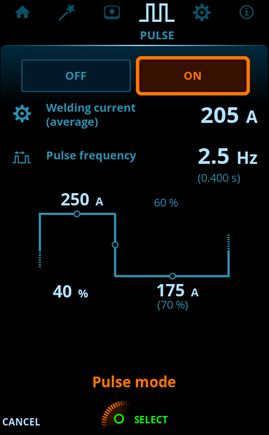
Kuva 2. Pulssipuikkoprosessin näkymä Master 315:n käyttöliittymässä.
Käyttökohteet ja hyödyt
Master 315:n pulssipuikko-ominaisuus on optimoitu emäspuikoille, mutta se soveltuu käytettäväksi lähes kaikilla puikkotyypeillä. Vapaasti säädettävän taajuuden ansiosta ominaisuutta on mahdollista käyttää kaikenlaisissa hitsaussovelluksissa. Kempin hitsauslaboratoriossa tehtyjen hitsauskokeiden perusteella pulssipuikkohitsaus on parhaimmillaan asentohitsauksessa (kuva 3), pienaliitoksissa ja juuren hitsauksessa.
Asentohitsauksessa matalampi virtataso auttaa jäähdyttämään hitsisulaa ja sitä kautta parantamaan sulan hallittavuutta. Pienaliitoksissa on mahdollista saavuttaa suurempi kuljetusnopeus tai käyttää pienempää keskiarvovirtaa, jolloin lämmöntuonti ja sitä kautta muodonmuutokset pienenevät. Juuren hitsauksessa on helpompi päästä tasaiseen lopputulokseen, sillä korkeampi virtataso hämmentää hitsisulaa siten, että käsivirheen jäljet pienenevät. Lisäksi korkeampi virtataso muotoilee liitoskohdat jouheviksi.
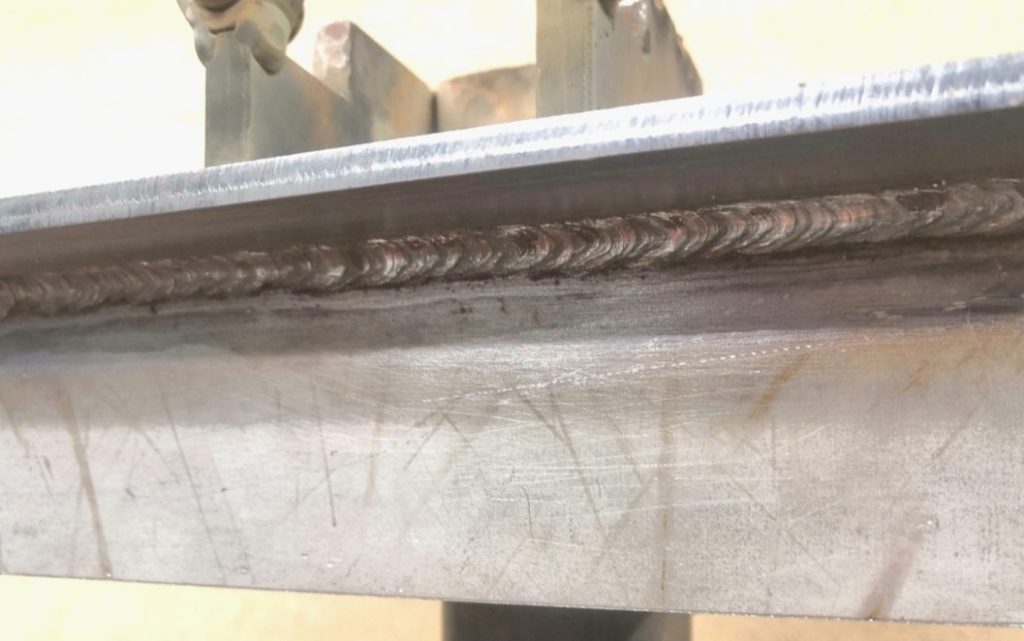
Kuva 3. Pulssipuikolla hitsattu yläpienahitsi (hitsausasento PD). Perusaine 5 mm rakenneteräs S355 ja lisäaine 3,2 mm emäspuikko. Hitsausvirta 130 A ja pulssitaajuus 1,5 Hz. Hitsaussovellukseen nähden roiskeiden määrä on vähäinen.
Näiden sovelluskohtaisten hyötyjen lisäksi pulssipuikkohitsaukselle on havaittu seuraavia yleisiä hyötyjä perinteiseen puikkohitsaukseen verrattuna:
Kuljetusnopeuden pitäminen tasaisena on helppoa, koska pulssitaajuus rytmittää hitsausta.
Kiinni jäävien roiskeiden määrä pienenee.
Hitsin pinta on sileämpi (korkealla pulssitaajuudella).
Kuona irtoaa helpommin.
Vaikka puikkohitsausta pidetään melko yksinkertaisena hitsausprosessina, myös sitä on mahdollista tehostaa tai räätälöidä tietyn hitsaussovelluksen vaatimuksiin paremmin vastaavaksi. Yhä nykyäänkin vain harvoista hitsauslaitteista löytyy puikkohitsaukseen näitä asioita edesauttavia ominaisuuksia. Kempin uusi ja helppokäyttöiseksi suunniteltu pulssipuikko-ominaisuus tuo moniin eri puikkohitsaussovelluksiin mahdollisuuden tehdä hitsauksesta hieman tehokkaampaa, laadukkaampaa tai helpompaa.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Liittyvät tuotteet

Tuoteperhe
Master 315 on tyylikäs ja käytännöllinen puikkohitsauskone, joka takaa optimaalisen hitsaussuorituskyvyn ja nopean hitsausparametrien asettamisen.
Lisää blogikirjoituksia

Löydä oikeat parametrit TIG-hitsaukseen
Onnistunut hitsaus nojaa parametriasetusten ja valintojen yhdistelmään.
Hitsauksen ABC

Ota nämä seikat huomioon, kun ostat hitsauskoneen
Kun hitsauskone on tullut elinkaarensa päähän, tai yrityksen toiminta laajenee, on aika etsiä hitsaajalle uusi paras kaveri. Valikoimaa on markkinoilla runsaasti, ja monesti eri merkkien ja mallien vertailu on haastavaa. Millaisiin asioihin kannattaisi kiinnittää huomiota hitsauskonetta hankittaessa?
Hitsauksen ABC

Valokaaren vakaa sytytys parantaa hitsauslaatua ja vähentää kustannuksia
Valokaaren sytytyksellä on iso vaikutus hitsauslaatuun MIG/MAG-prosessilla hitsatessa. Pienikin epävakaus voi johtaa hitsauksesta aiheutuneiden roiskeiden siistimiseen, mikä vie aikaa ja heikentää tuottavuutta teollisessa hitsausympäristössä. Nykyaikaisissa hitsauslaitteissa on kuitenkin saatavilla valokaarta parantavia tekniikoita, jotka tuovat lisäkontrollia kaaren hallintaan ja tukevat hitsaajien ammattitaitoa.
Käsinhitsaus

Kobottihitsaus automatisoi käsinhitsauksen ja parantaa tehokkuutta ja laatua
Kobottihitsaus integroi yhteistyörobotit (kobotit) hitsausprosesseihin tuottavuuden, laadun ja turvallisuuden parantamiseksi.
Automatisoitu hitsaus

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus
