Innovaatio
Kaksoispulssimenetelmä tehostaa TIG-hitsausta vaativillakin materiaaleilla
22. marraskuuta 2022
TIG-hitsaus on yleisesti käytetty hitsausprosessi haastavina pidettyjen metallien kuten titaanin hitsauksessa, koska sen avulla voidaan helpoimmin, varmimmin ja pienillä laiteinvestoinneilla saavuttaa korkea laatu. Hitsauksessa vaadittava palkomäärä tekee kuitenkin menetelmästä hitaan ja työlään, ja tuottavuus kärsii. Kempin uuden MasterTigin kaksoispulssiominaisuus on kehitetty tehostamaan TIG-hitsausta.
Antti Kahri
Suomessa titaanirakenteiden hitsausta on pidetty niin vaativana tehtävänä, että riittävän laadun saavuttaminen on asetettu hitsauksen päätavoitteeksi, eikä tuottavuuteen ole aina kiinnitetty huomiota. Titaanin käytön yleistyessä yritykset ovat kuitenkin alkaneet etsiä keinoja perinteisen TIG-hitsauksen tuottavuuden parantamiseksi erityisesti ohuehkojen (alle 6 mm) ainevahvuuksien hitsauksessa. Pienetkin tuottavuutta lisäävät tekijät ovat arvokkaita, sillä titaanin hitsaustyön kustannukset ovat valmiin hitsin määrään nähden suuria.
Titaanin tyypillisiä ominaisuuksia ovat hyvä lujuus/paino -suhde, erinomainen korroosionkestävyys ja hyvät kuumalujuusominaisuudet. Nämä ominaisuudet ovat vaativimmissa kohteissa niin tärkeitä, että titaania voidaan käyttää niissä korkeasta hinnasta huolimatta.
Uuden MasterTig-tuoteperheen kehityksen yhteydessä Kemppi tarttui härkää sarvista ja päätti etsiä keinoja tehostaa TIG-hitsausta erityisesti ohuehkoilla ainevahvuuksilla (0,5-6 mm). Näin syntyi kaksoispulssi-TIG-prosessivariaatio.
Kaksoispulssi-TIGin hyödyt ja käyttökohteet
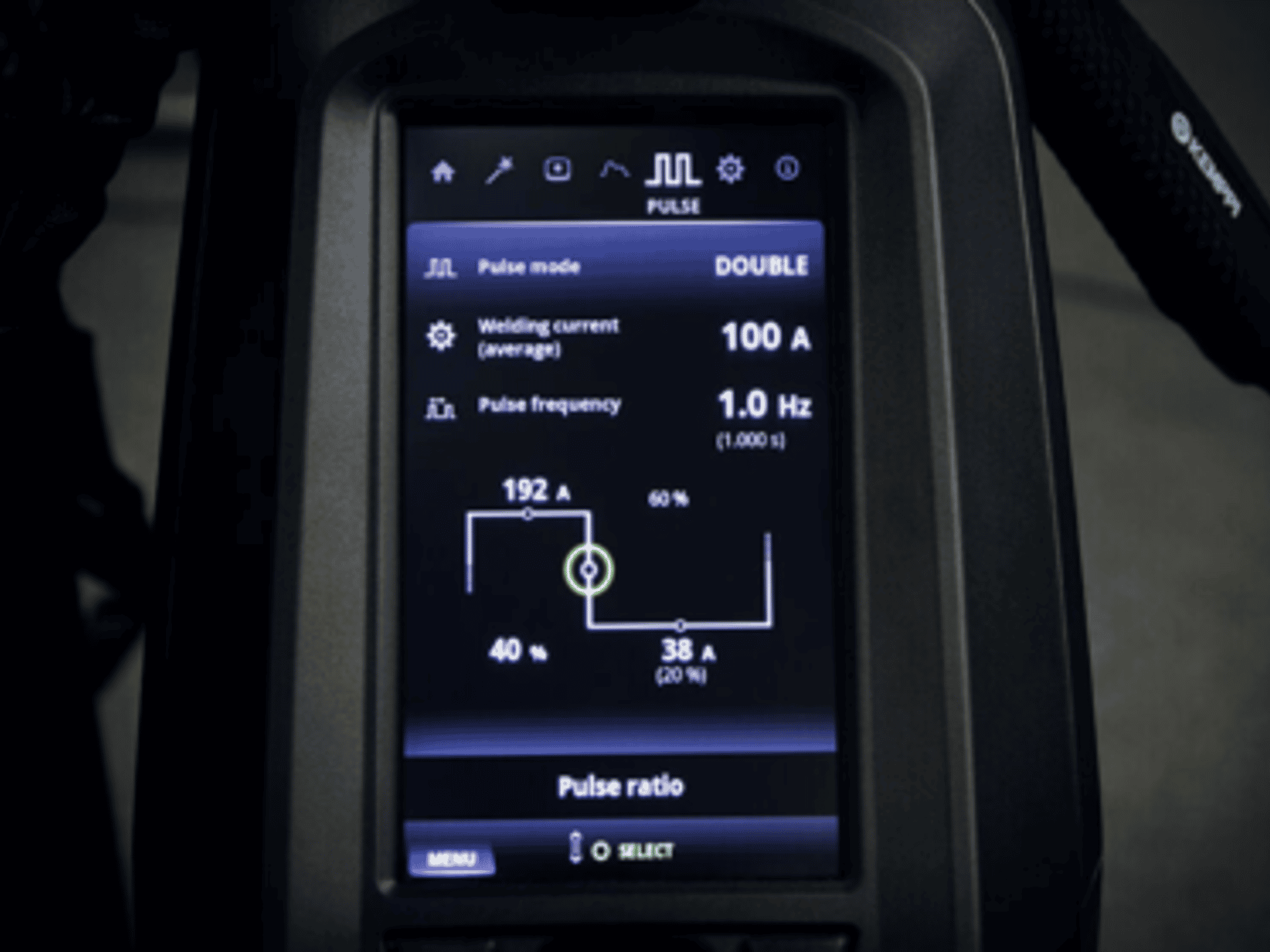
Kaksoispulssi-TIG yhdistää perinteisen hitaan pulssituksen ja nopean pulssituksen. Tyypillisiä hitaan pulssituksen hyötyjä ovat:
Parempi hitsisulan hallinta
Helpompi asentohitsaus
Ulkonäöltään hyvät hitsit
Nopean pulssituksen hyötyjä taas ovat:
Paremmin kohdistuva valokaari
Suurempi kuljetusnopeus
Parempi lämmöntuonnin hallinta
Syvempi tunkeuma
Kempin uuden MasterTig-tuoteperheen myötä hitaan ja nopean pulssin ominaisuuksien ja hyötyjen yhdistäminen onnistuu vaivattomasti ja optimaalisten hitsaussovellusten kirjo laajenee merkittävästi. Kaksoispulssi-TIGille parhaita käyttökohteita ovat:
Ohuet materiaalit
Piena- ja nurkkaliitokset
Hitsit, joilla on korkeat visuaaliset laatuvaatimukset
Ruostumattomat teräkset
Pientä lämmöntuontia vaativat materiaalit, kuten lujat teräkset, duplex-teräkset ja superausteniittiset teräkset
Haastavat tasavirralla hitsattavat ei-rautametallit, kuten titaani
Testaus oikeissa käyttöolosuhteissa toi hyviä tuloksia
Turula Engineering Oy on suurta lisäarvoa tuottavien tuotteiden tuotantoyhtiö, joka tarjoaa valmistuspalveluja muun muassa kaivos-, metalli-, energia- ja vesiteollisuudelle. Nykyään Turula Engineering Oy on osa AG Engineering LLC -yhtiötä. Turula Engineering oli mukana Kempin uuden MasterTigin pilottitestauksessa jo ennen tuoteperheen lanseerausta. Yrityksen mielenkiintoinen ja haastava, runsaasti titaanin hitsausta sisältävä painelaiteprojekti oli ihanteellinen näyttämään Kempin uuden kaksoispulssi-TIGin hyödyt oikeissa käyttöolosuhteissa.

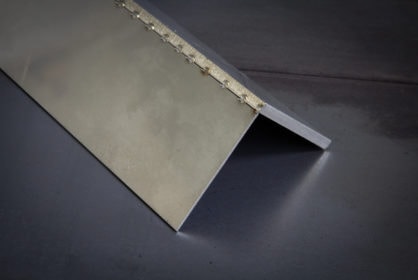
Turula Engineeringillä kaksoispulssi-TIGin avulla pystyttiin alentamaan hitsipalkojen määrää titaaniputkien tuotantohitsauksessa kolmesta yhteen, mikä aiheutti merkittäviä aika- ja kustannussäästöjä. Jo alkuvaiheen koehitsauksissa havaittiin, että projektin yleisimmän liitoksen hitsaaminen yhdellä palolla oli merkittävästi helpompaa ja varmempaa. Hitsaajien mukaan kaksoispulssitus ”hämmentää” sulaa sopivasti, jolloin pienet käden epätarkkuudet eivät välittömästi aiheuta vajaata tunkeumaa. Tämän lisäksi sallittu päästöväri saavutettiin helpommin, koska kaksoispulssi-TIG:n lämmöntuonti on pienempi verrattuna perinteisiin TIG-prosesseihin. Hitsaajat havaitsivat myös, että lopetus on helpompi hallita; titaanin hitsauksessa on yleinen riski, että juuri jää lopetuskohdasta kuopalle. Lisäksi hitsausmuodonmuutokset olivat pienempiä alhaisemman lämmöntuonnin ansiosta.
Hyvin sujuneiden koehitsausten ansiosta kaksoispulssi-TIG valikoitui käytettäväksi suurimmassa osassa projektin hitsaussovelluksia, ja hitsauksen läpimenoajat lyhenivät merkittävästi. Tämän lisäksi kaikki tarkastukset ja kokeet läpäistiin lähes sataprosenttisesti ilman korjauksia.
TIG-hitsauksessa pientenkin prosessivariaatioiden avulla voidaan päästä eroon suurista hitsaustuotannon pullonkauloista. Kaksoispulssi-TIG on yksi askel eteenpäin kustannustehokkaampaan hitsaukseen, hyvästä laadusta tinkimättä.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Liittyvät tuotteet

Tuoteperhe
MasterTig on AC TIG- ja DC TIG -hitsauksen uusi mestari. Se nostaa hitsauslaadun, käytettävyyden ja energiatehokkuuden uudelle tasolle. Sen modulaarinen rakenne varmistaa, että saat täsmälleen omia tarpeitasi vastaavan laitteiston.
Lisää blogikirjoituksia
MicroTack mullistaa ohutlevyjen silloitushitsauksen
Silloittaminen eli heftaus on yksi tärkeimmistä työvaiheista ennen hitsausta. Silloituksessa rakenteelliset kappaleet liitetään toisiinsa lyhyillä siltahitseillä, joilla valmistellaan varsinaista hitsausta. Siltahitsit pitävät kappaleet oikeassa asennossa toisiinsa nähden niin kauan kunnes hitsaus on saatu valmiiksi.
Innovaatio

Löydä oikeat parametrit TIG-hitsaukseen
Onnistunut hitsaus nojaa parametriasetusten ja valintojen yhdistelmään.
Hitsauksen ABC

Mikä suojakaasu TIG-hitsaukseen?
Miten valita oikea suojakaasu TIG-hitsaukseen? Onko olemassa kaasua, joka sopii kaikille TIG-hitsattaville materiaaleille?
Käsinhitsaus

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus

Kemppi tuo älykkäät kobottiratkaisut hitsausautomaatioon
Hitsausalalla on jatkuva paine parantaa tuottavuutta, ylläpitää korkeaa laatua ja hallita yhä kasvavaa pulaa ammattitaitoisesta työvoimasta. Kompaktit hitsausrobotit eli kobotit tarjoavat joustavan ja tehokkaan tavan automatisoida hitsausta ilman, että ihmisiä korvataan kokonaan. Kempin kobottiratkaisu erottuu edukseen ainutlaatuisella lähestymistavallaan: käytännöllinen ja kustannustehokas yhdistelmä käsinhitsausteknologiaa ja älykkäitä integrointiratkaisuja.
Automatisoitu hitsaus
