
Hitsauksen ABC
Näin hitsaat alumiinia
7. toukokuuta 2024
Joillakin metalleilla, kuten alumiinilla, on luonnostaan esiintyvä, sitkeä pintaoksidikerros. Tämä pintaoksidikerros on poistettava, jotta hitsaus onnistuisi. Alumiiniseosten tapauksessa pintaoksidikerroksen sulamislämpötila on huomattavasti korkeampi (noin 2000 °C) kuin alumiinin perusaineen sulamislämpötila (660 °C).
Antti Kahri
TIG-hitsauksessa (Tungsten Inert Gas) sitkeä oksidikerros yleensä hajotetaan vaihtovirralla (AC). Tämä johtuu siitä, että DC-hitsaus (tasavirta, negatiivinen napaisuus), jolla on hyvät tunkeumasominaisuudet, ei tuota riittävästi lämpöä oksidikerroksen poistamiseksi, eikä sillä ole hitsisulan puhdistavaa vaikutusta kuten DC+-hitsauksella (tasavirta, positiivinen napaisuus). Toisaalta DC+ antaa elektrodille liikaa lämpöä ja saa sen sulamaan, mikä ei ole toivottua TIG-hitsauksessa. Toisin kuin alumiinia, hiiliteräksiä, ruostumattomia teräksiä, kuparia ja titaania voidaan hitsata negatiivisella tasavirralla.
AC-TIG-hitsaus
AC TIG-hitsausprosessissa (kuva 1) valokaari palaa volframielektrodin ja työkappaleen välissä, joka on suojattu suojakaasulla (tyypillisesti suojakaasuna käytetään puhdasta argonia). Kun hitsausvalokaari syttyy ja palaa, volframielektrodin korkea lämpötila ionisoi argonatomit argon-suojakaasupatsaassa. Syntyvät edestakaisesti liikkuvat, negatiivisesti varautuneet elektronit ja positiivisesti varautuneet ionit yhdessä vaihtovirran (vaihtuva positiivinen ja negatiivinen virran aaltomuodon puolisykli) kanssa hajottavat alumiinin pintaoksidia ja luovat hallitun hitsausprosessin, jossa puhdistusvaikutus, lämmöntuonti ja tunkeuma ovat optimaalisesti tasapainossa.
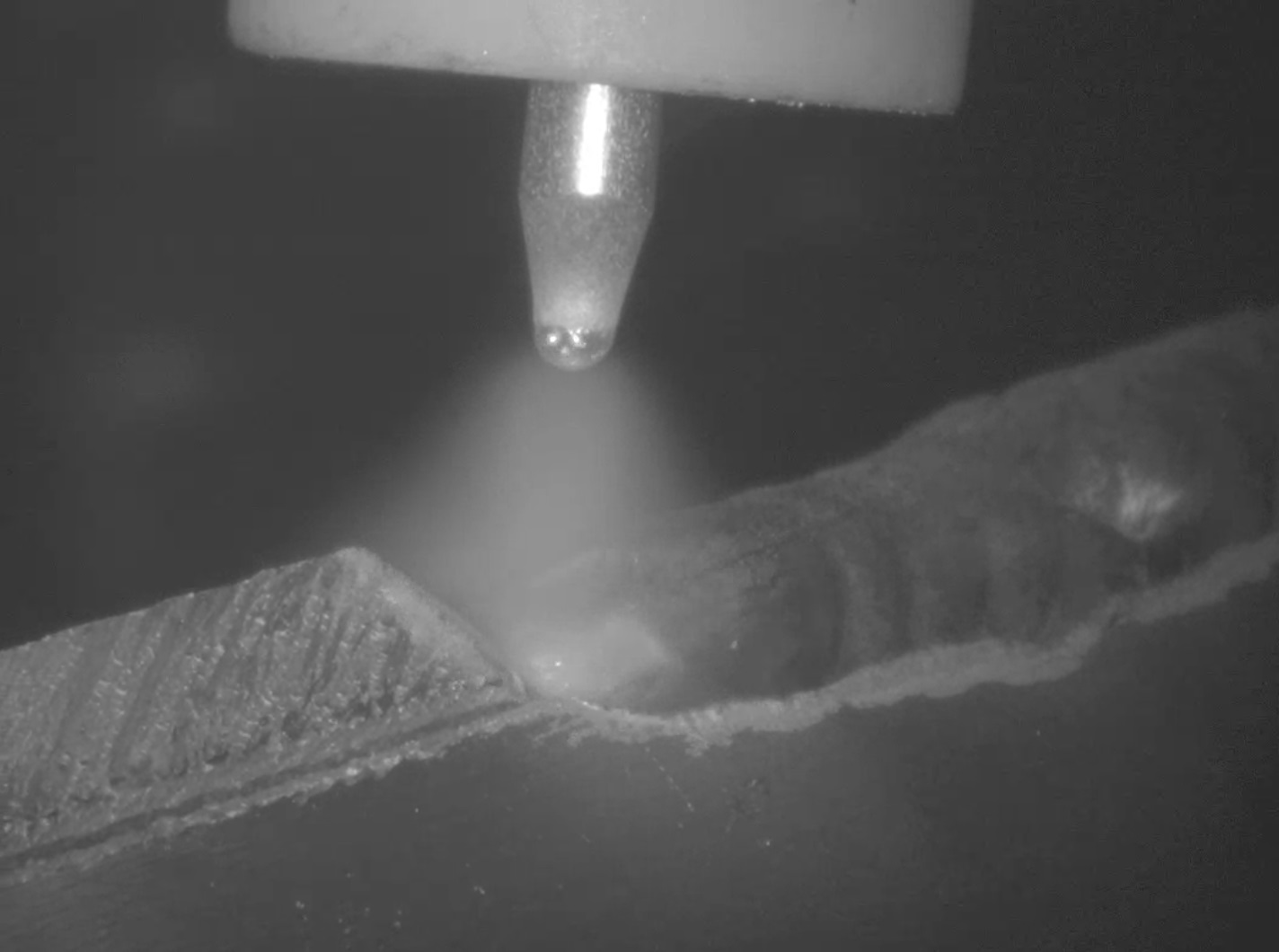
Kuva 1. Alumiinin nurkkaliitoksen AC TIG-hitsaus. Kuvassa näkyy prosessin DC(-)-vaihe, joka antaa hitsille tunkeuman.
Pulssi-MIG-hitsaus
MIG-hitsauksessa (Metal Inert Gas) lankaelektrodi sulatetaan, joten DC+-prosessia voidaan hyödyntää. Tämä tarkoittaa, että tyypillisessä MIG-hitsausprosessissa on riittävästi lämpöä alumiinioksidikerroksen poistamiseksi. Parhaan mahdollisen hitsauslaadun varmistamiseksi, kuten AC TIG -hitsauksessa, oksidikerros ja hitsisula on hajotettava hitsauksen aikana. MIG-hitsauksessa tämä voidaan tehdä tehokkaimmin käyttämällä pulssivirtaa (pulssi-MIG-hitsaus, kuva 2). Hitsausvirran vaihtelu auttaa pitämään prosessin vakaana ja tuottamaan korkealaatuisia, puhtaita ja huokosettomia hitsejä. Tätä vaikutusta voidaan tehostaa entisestään käyttämällä hitsauksen aikana askellusliikettä tai käyttämällä kaksoispulssihitsausta. Kaksoispulssihitsauksessa myös langansyöttönopeutta pulssitetaan, mikä lisää sekoitusvaikutusta hitsisulassa.
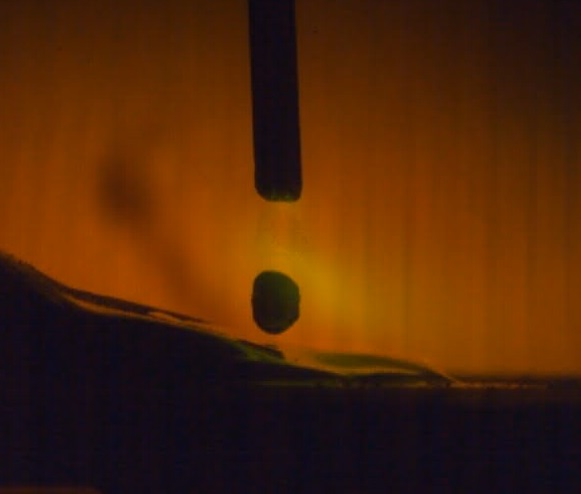
Kuva 2. Pulssi-MIG-hitsaus irrottaa pisaran 1,2 mm:n AlMg5-lisäainelangasta.
Parhaat kannettavat hitsauskoneet alumiinihitsaukseen
Hyvä TIG-hitsausratkaisu alumiinille on Minarc T 223 ACDC. Se on täysin uusi 220 A, 1-vaiheinen, monijännitteinen 220V-240V / 110V-120V, AC/DC TIG- ja puikkohitsauskone, joka sisältää vakiona elektrolyyttisen hitsien puhdistusprosessin. Voit hitsata ja elektrolyyttisesti puhdistaa hitsit yhdellä koneella. Toinen kannettava hitsauskone, joka sopii erinomaisesti alumiinin MIG-hitsaukseen, on Master M 205. Se erottuu useimmista muista 1-vaiheisista MIG-hitsauskoneista, koska se tarjoaa ammattitason pulssihitsausprosessin.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Liittyvät tuotteet

Tuoteperhe
Master M 205 ja Master M 323 asettavat uuden tason kannettavan MIG/MAG-hitsauskoneen teholle ja suorituskyvylle. Voit liikuttaa kompaktia, kevyttä ja helposti kannettavaa MIG/MAG-hitsauskonetta tarpeen mukaan minne tahansa.

Tuoteperhe
MasterTig on AC TIG- ja DC TIG -hitsauksen uusi mestari. Se nostaa hitsauslaadun, käytettävyyden ja energiatehokkuuden uudelle tasolle. Sen modulaarinen rakenne varmistaa, että saat täsmälleen omia tarpeitasi vastaavan laitteiston.

Tuoteperhe
Minarc T on kannettava monijännitehitsauskone, jolla voit tehdä korkealaatuista AC/DC-TIG-hitsausta ja ammattitasoista hitsien peittausta kätevästi yhdellä koneella.
Lisää blogikirjoituksia

Laadukasta MIG/MAG-pulssihitsausta yksivaihevirralla
Kannettavien hitsauslaitteiden monikäyttöisyyttä on perinteisesti rajoittanut pulssi-MIG/MAG-hitsauksen puuttuminen. Laadukkaan pulssi-MIG/MAG-hitsauksen toteuttamisen on katsottu vaativan kolmivaihevirtaa.
Käsinhitsaus
What is pulsed MIG welding, and for what you can use it?
Pulsed MIG/MAG welding is a significant improvement in welding technology, offering accuracy, productivity, and flexibility that conventional welding methods can hardly compete with. This advanced process has become popular for professionals looking to improve weld quality, especially in demanding applications. Here's a closer look at how pulsed MIG/MAG welding works and the situations where it truly shines.
Hitsauksen ABC

Ota nämä seikat huomioon, kun ostat hitsauskoneen
Kun hitsauskone on tullut elinkaarensa päähän, tai yrityksen toiminta laajenee, on aika etsiä hitsaajalle uusi paras kaveri. Valikoimaa on markkinoilla runsaasti, ja monesti eri merkkien ja mallien vertailu on haastavaa. Millaisiin asioihin kannattaisi kiinnittää huomiota hitsauskonetta hankittaessa?
Hitsauksen ABC

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus

Kemppi tuo älykkäät kobottiratkaisut hitsausautomaatioon
Hitsausalalla on jatkuva paine parantaa tuottavuutta, ylläpitää korkeaa laatua ja hallita yhä kasvavaa pulaa ammattitaitoisesta työvoimasta. Kompaktit hitsausrobotit eli kobotit tarjoavat joustavan ja tehokkaan tavan automatisoida hitsausta ilman, että ihmisiä korvataan kokonaan. Kempin kobottiratkaisu erottuu edukseen ainutlaatuisella lähestymistavallaan: käytännöllinen ja kustannustehokas yhdistelmä käsinhitsausteknologiaa ja älykkäitä integrointiratkaisuja.
Automatisoitu hitsaus
