L'ABC du soudage
Les modes de transfert MIG/MAG
10 janvier 2023
En soudage MIG/MAG, le mode de transfert du matériau entre le fil d’apport et le bain de fusion change en fonction de la tension de soudage.
Jani Kumpulainen
Le mode de transfert de l’arc est sélectionné en fonction de la position de soudage, du matériau de base et de l’épaisseur du matériau:
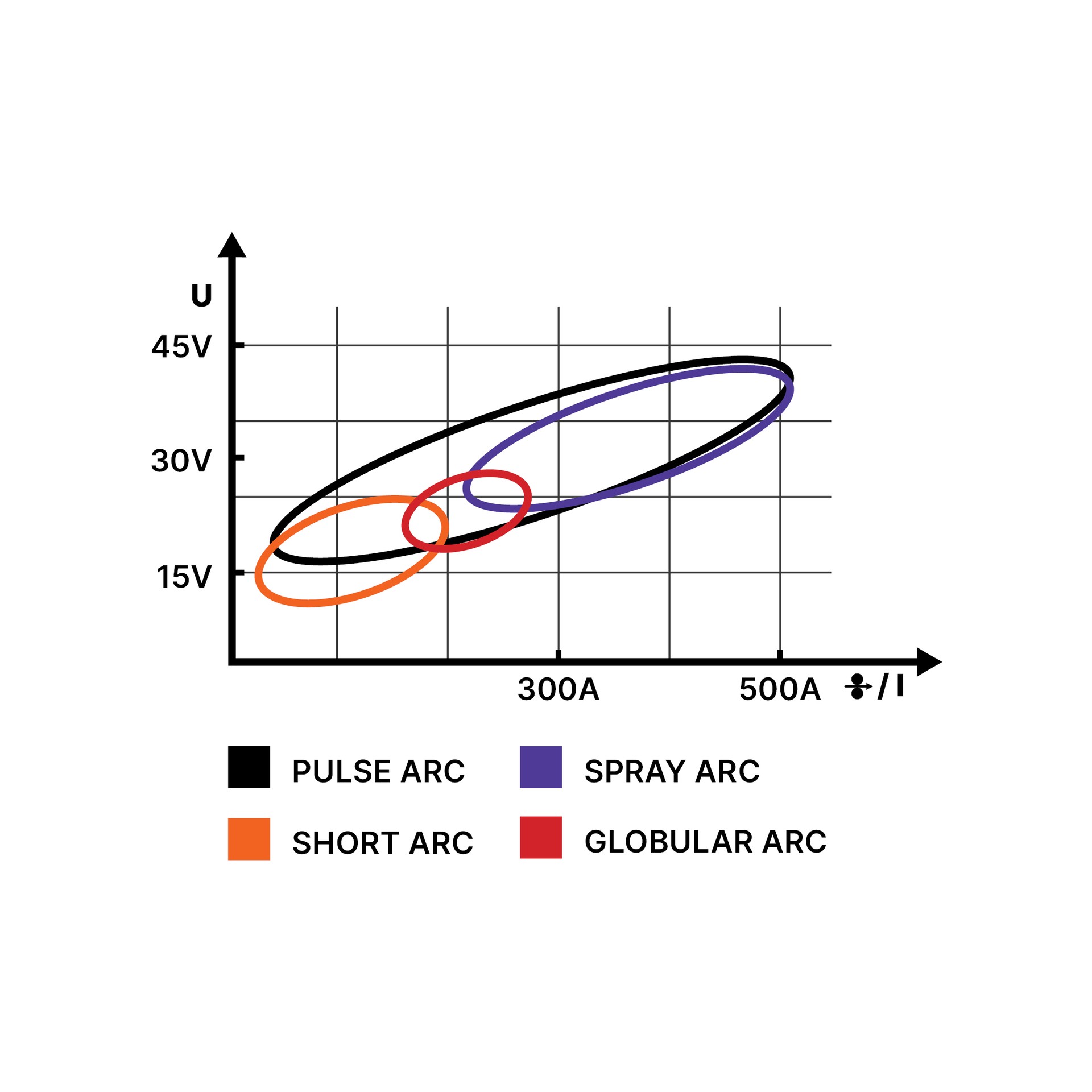
1. Arc court-circuit (Short arc), 2. Arc globulaire (Globular arc), 3. Pulvérisation axiale (Spray arc), 4. Arc pulsé (Pulse arc)
Soudage en court-circuit (ou Short arc)
Le soudage en court-circuit se fait avec un faible apport de chaleur lorsque les paramètres de soudage sont de 50 à 180 A et de 15 à 23 V. Le contact entre le métal d’apport et la pièce à souder provoque un court-circuit. En conséquence, la pointe du fil s’échauffe et une gouttelette est transférée dans le bain de fusion. Le nombre de courts-circuits par seconde est de l’ordre de 20 à 200, en fonction des paramètres de soudage et de la taille du métal d’apport.
Soudage en globulaire (ou Globular arc)
Le soudage en globulaire est considéré comme une étape intermédiaire entre le soudage en court-circuit et le soudage en pulvérisation axiale. Dans cette méthode, les paramètres sont 180-260 A et 23-28 V. Dans le soudage en globulaire, on utilise à la fois le transfert par court-circuit et le transfert en pulvérisation axiale sans court-circuit pour transférer le matériau d’apport. Les grosses gouttelettes qui apparaissent lors du transfert du métal d’apport provoquent des projections excessives. En général, des mesures sont prises pour éviter la portée de l’arc globulaire.
Soudage en pulvérisation axiale (ou Spray-arc)
Le soudage en pulvérisation axiale se fait avec un apport de chaleur élevé lorsque les paramètres de soudage dépassent 260 A et 28 V. Dans le soudage en pulvérisation axiale, le métal d’apport est transféré dans le bain de fusion sous forme de gouttelettes sans court-circuit. La tension d’arc élevée fait fondre la gouttelette avant qu’un court-circuit ne se produise. Dans le soudage en pulvérisation axiale, l’apport de matière est élevé et il n’y a pas de projections, mais la méthode n’est pas adaptée au soudage en position.
Soudage pulsé (ou Pulse)
La gamme de soudage pulsé couvre toutes les plages de puissance, de faible à forte. Dans le soudage pulsé, l’apport de matière s’effectue sans court-circuit. Au lieu de cela, la machine produit un courant pulsé, chaque impulsion entraînant la génération d’une seule gouttelette de métal d’apport. Le soudage pulsé est une méthode polyvalente qui convient à un large éventail de métaux.
Procédés MIG/MAG Kemppi
Un aperçu de tous les procédés MIG/MAG Kemppi et une description du type d’arc qu’ils utilisent.
MIG manuel
Un mode de commande de base à 2 boutons qui fonctionne en court-circuit, en globulaire et en pulvérisation axiale.
1-MIG
Le 1-MIG est un procédé de soudage synergique qui fonctionne en court-circuit, en globulaire et en pulvérisation axiale.
Avec 1-MIG, vous pouvez utiliser les fonctions de soudage WiseFusion, WisePenetration+ et WiseSteel.
WiseFusion ajuste la tension de l’arc dans tous les types d’arc pour maintenir une longueur d’arc courte optimale.
WisePenetration+ assure un courant constant même avec des hauteurs d’arc variables.
WiseSteel permet de sauter le mode de transfert globulaire en passant du court-circuit à la pulvérisation axiale. Ceci limitant les projections.
L’arc globulaire est un type d’arc à projection dans le soudage MAG et doit normalement être évité. Dans le procédé WiseSteel, la vitesse d’alimentation du fil varie à une fréquence d’environ 2 Hz entre les valeurs en court-circuit et pulvérisation axiale. Cette approche garantit que la puissance moyenne reste dans la plage de l’arc globulaire pendant que le soudage se produit avec des arcs courts et des arcs pulsés pendant de courtes périodes. La plage d’arc globulaire du procédé WiseSteel est d’environ 200 ampères des deux côtés et convient à une épaisseur de plaque de 4 à 5 mm.
Dans la gamme de l’arc pulsé, le courant de soudage est pulsé à une fréquence d’environ 200 à 300 Hz, ce qui améliore l’alignement et la stabilité de l’arc, même à des tensions d’arc faibles. Lorsque l’on recherche des vitesses de soudage élevées et un faible apport de chaleur, une bonne focalisation de l’arc et une faible tension d’arc (= longueur d’arc courte) sont essentielles. La gamme d’arc pulsé du procédé WiseSteel commence à environ 250 ampères. Elle convient au soudage en position horizontale-verticale et à plat de plaques d’acier d’une épaisseur de 5 mm ou plus.
Pulse et DPulse
Pulse et Dpulse sont des procédés de soudage synergiques qui fonctionnent dans le domaine de l’arc pulsé. Avec Pulse, vous pouvez utiliser les fonctions de soudage WiseFusion et WisePenetration+. Avec DPulse, vous pouvez utiliser la fonction de soudage WiseFusion.
WiseRoot+ et WiseThin+
WiseRoot+ et WiseThin+ sont des procédés de soudage synergiques qui en court-circuit.
WiseRoot+ est optimisé pour le soudage des passes de racine des aciers et aciers inoxydables. WiseThin+ est optimisé pour le soudage des tôles fines en acier et en acier inoxydable, ainsi que pour le brasage MIG.
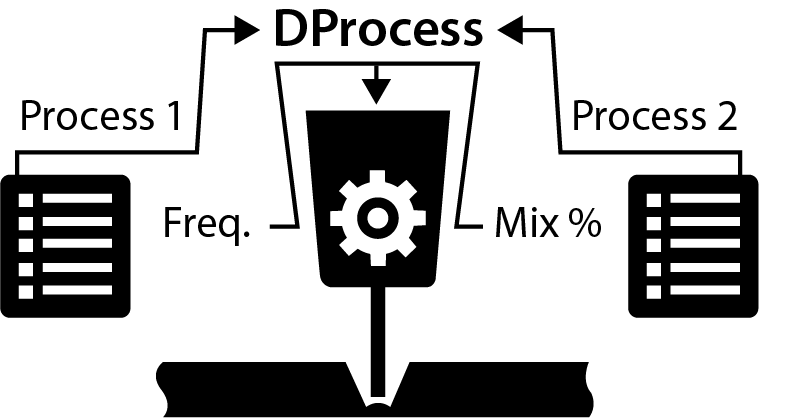
DProcess (double process)
Deux procédés de soudage et niveaux de puissance différents peuvent alterner. Les procédés 1-MIG, Pulse, WiseRoot+ et WiseThin+ peuvent être utilisés.
MAX Speed
MAX Speed est un procédé de soudage synergique qui fonctionne dans la zone de pulvérisation axiale. Il est optimal pour les soudures d’angle en acier et en acier inoxydable avec une épaisseur de plaque de 3 à 8 mm. Il utilise des impulsions de haute fréquence et de faible amplitude.
MAX Cool
MAX Cool est un procédé de soudage synergique qui fonctionne en court-circuit. Il est optimisé pour le soudage des passes de racine et le soudage de tôles fines en acier et en acier inoxydable, ainsi que pour le brasage MIG.
MAX Position
MAX Position est un procédé de soudage synergique qui est optimisé pour les soudures d’angle en verticales montantes avec une épaisseur de plaque de 4 à 12 mm. La source génère une alternance de cycles de soudage puissant et faible évitant l’effondrement du bain de fusion.
En savoir plus sur les procédés spéciaux Kemppi Wise et MAX >>>

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Produits connexes

Famille de produits
Le poste multi-procédés modulaire à 360 degrés se concentre principalement sur le soudage MIG/MAG haute performance. X5 FastMig offre des options de configuration pour le soudage manuel, synergique et pulsé. Une vaste gamme d'accessoires confère flexibilité et efficacité aux processus de production de soudage.

Famille de produits
Le X3 FastMig offre un soudage MIG/MAG industriel de haute qualité avec un fonctionnement facile et une interface utilisateur extrêmement simple. La source de courant synergique délivre 420 A et la source de courant pulsé 450 A à un facteur de marche de 60 %.

Famille de produits
Le Master M 205 et le Master M 323 établissent de nouvelles normes de puissance et de performance dans un poste à souder MIG portable. Présentant un design compact et léger, facile à transporter, ce poste à souder MIG portable est toujours là où vous en avez besoin.
Plus d'articles de blog

WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
L'innovation

La meilleure façon d'éliminer les projections
Lorsqu’il est question de performance des torches de soudage, le froid est sans conteste la meilleure option. Mais existe-t-il une température optimale pour une torche de soudage refroidie à l’eau ? Et comment faire pour que la buse de gaz et le tube contact soient exempts de projections ? Nous allons le découvrir en répondant à quelques questions.
L'ABC du soudage
Understanding and preventing common welding defects
Welding demands precision, but even skilled welders can encounter defects. Understanding common welding issues is critical to ensure high-quality results. Here are some frequent welding defects and how to avoid them.
L'ABC du soudage

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatisation du soudage

Minarc T 223 ACDC : test pratique réalisé par des soudeurs professionnels
Lorsqu'il s'agit de matériel de soudage, les performances réelles comptent. Trois soudeurs professionnels ont mis le Minarc T 223 ACDC de Kemppi à l'épreuve.
Soudage manuel, Les personnes

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sécurité
