
Saldatura manuale
How does steel welding benefit from special processes?
16 ottobre 2024
Welding mild steels may often be considered a simple task. However, welding these steels has specific characteristics that can make the welding process challenging.
Antti Kahri
Argomenti:
Welding mild steels may often be considered a simple task. However, welding these steels has specific characteristics that can make the welding process challenging. But there are also many ways in which welding mild steels can be made significantly more efficient, and the weld quality can be improved. For example, productivity and quality can be improved by choosing filler materials, welding techniques, and welding equipment, among other things. In a highly competitive environment with high productivity and quality requirements, using the best tools is critical to ensuring profitability. That’s why modern welding equipment offers a comprehensive range of special processes and functions for special applications and the most common steel welding jobs
Globular arc problems in the most common plate thicknesses
In MIG/MAG welding, the metal transfer is traditionally well controlled at low power (short arc) and high power (spray arc). Between these arc types is the globular arc (Figure 1), which is difficult to control and can cause a lot of spatters. Typically, the globular arc range falls to 3...6mm thicknesses, standard when welding steel. For this reason, various ways have been successfully developed to avoid globular arc problems.
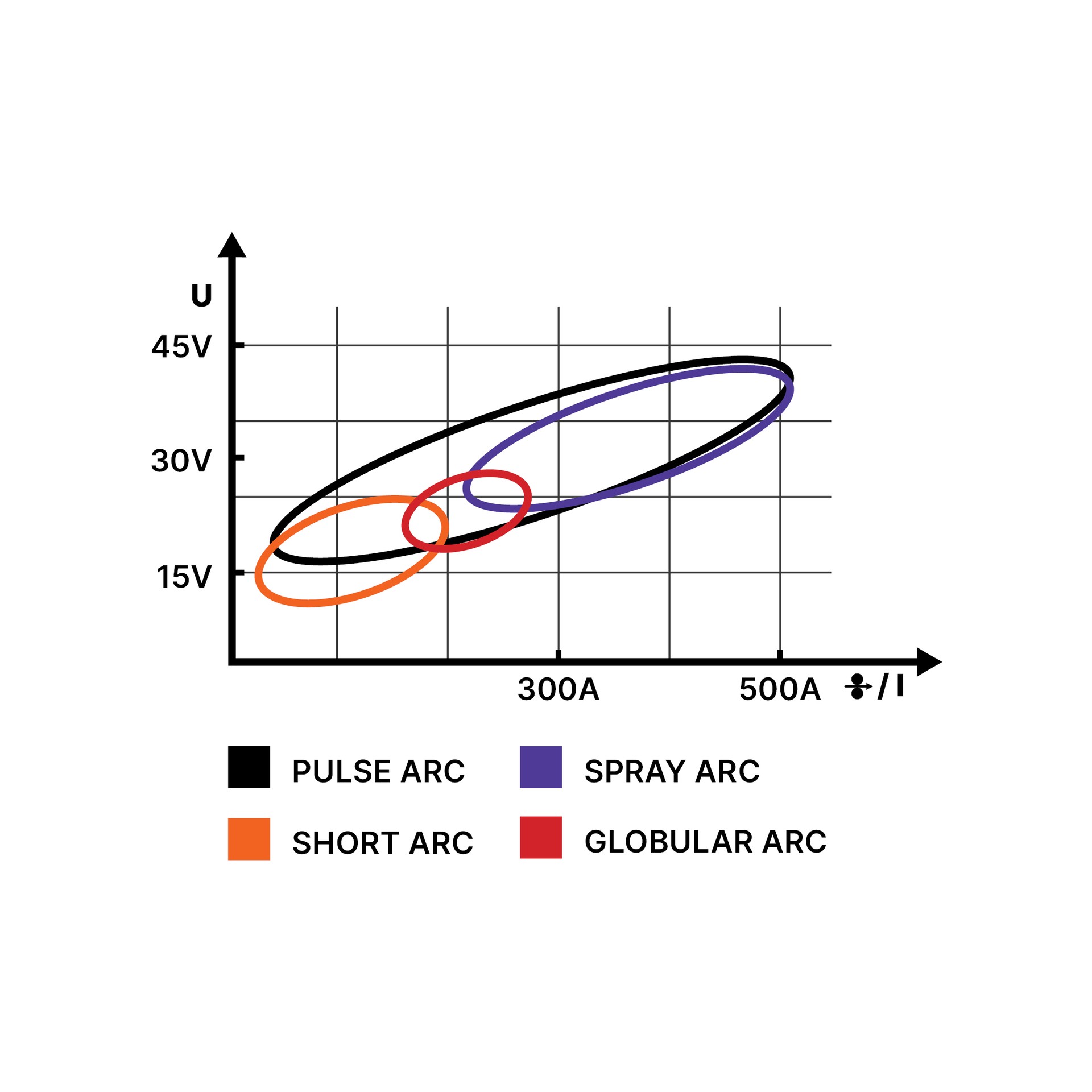
Figure 1. MIG/MAG welding arc types. 1: short arc, 2: globular arc, 3: spray arc, 4: pulse arc.
Pulse welding
Pulse welding is the most common way to avoid uncontrolled material transfer in a globular arc. Pulsing the welding current helps to achieve short-circuit-free and controlled material transfer in the globular arc and short arc power range, allowing for spatter-free welding. In addition to avoiding problems in the globular arc range, pulse welding can also reduce heat input in the spray arc power area and improve welding efficiency in the short arc power range for mild steels.
Our solution: WiseSteel welding function
Kemppi has also developed another way to avoid globular arc issues. With the WiseSteel function, the welding machine automatically activates arc control in the globular arc power range by alternating the short arc and spray arc in such a ratio that the desired average power is achieved. In practice, this allows for welding in the globular arc power range but quickly jumps over the bad power areas, thus avoiding its drawbacks. Also, in other power ranges, the WiseSteel function automatically performs things that optimize welding. In the short arc power range, adaptive arc control is in use, which ensures, for example, that arc controllability and penetration remain more stable as the stick-out length changes. This can be used, for example, for vertical welding with a weaving movement. In the spray arc range, WiseSteel introduces micro-pulsing of the welding current and automatically keeps the arc optimally short for fillet welds.
Position welding
Position welding of steels is typically challenging because it imposes specific requirements on the choice of welding parameters and the welding technique. This is because, in steel welding, the weld pool is susceptible to collapse, unlike, for example, the welding of aluminum, where position welding does not require significant modifications. For steels, the vertical up position requires significantly different welding parameters and welding techniques to achieve sufficient penetration without the weld pool collapsing.
Traditionally, plate thicknesses greater than 3mm have been welded using a short arc in the vertical up position (PF) and a weaving motion. The productivity of this technique is relatively low, and it has been widely replaced by using rutile filler wires. These wires can be used to weld vertically upwards with a spray arc without the weld pool collapsing, as the slag from the wire supports the weld. However, filler wires are significantly more expensive than solid wires, and changing the wire between different positions is an extra work step. In addition, removing the slag takes time.
Our solution: MAX Position welding process
For this reason, Kemppi has developed the MAX Position welding process for position welding with solid wires. This process aims to alternate between low and high wire feed speeds in an optimal rhythm. The higher wire feed speed makes the weld the desired size and shape, while the lower wire feed speed cools the weld and prevents the weld pool from collapsing. For mild steels, MAX Position uses a short arc at a lower wire feed speed and a pulse arc at a higher wire feed speed. The result is a welding process that can use a vertical up position with a solid wire and still achieve sufficient penetration and weld size (Figure 2). Performing vertical welds in this way dramatically simplifies the technique.


Image 2. On the left, a vertical fillet weld welded with MAX Position with a straight welding torch moving. On the right, a vertical fillet weld welded with conventional MAG short-arc welding with weaving. Welding position PF. Base material 8 mm S 355. Filler material 1.0 mm OK Autrod 12.51 and shielding gas Ar + 18% CO2.
Root pass welding
Root pass welding has traditionally been regarded as a demanding task in steel welding because, among other reasons, weld pool control is relatively challenging. The typical solution to this difficult task is often TIG welding, but there is a significantly more efficient alternative that does not require learning the challenging TIG welding skills.
Our solution: WiseRoot+ welding process
Kemppi's WiseRoot+ is a MAG welding process that controls the heat input and, thus, the weld pool to such an extent that root pass welding is possible, even in an efficient vertical down position (PG) and without backing. The productivity of the process is many times higher than that of TIG welding. Performance-wise, with WiseRoot+, there is a quick learning curve for any MIG/MAG welder. Depending on the size of the air gap, welding is performed either with a slight weaving motion or by direct travel.
Thin sheets
Another critical steel welding job in terms of heat input is thin sheet welding (less than 3mm). Using traditional MAG welding methods, thin sheet welding is challenging, especially for less experienced welders. There are two practical reasons for this challenge: the risk of burn-through and the deformation caused by welding. Process variations with low heat input have been developed by modifying short arc welding, significantly reducing the risk of these two issues.
Our solution: WiseThin+ welding process
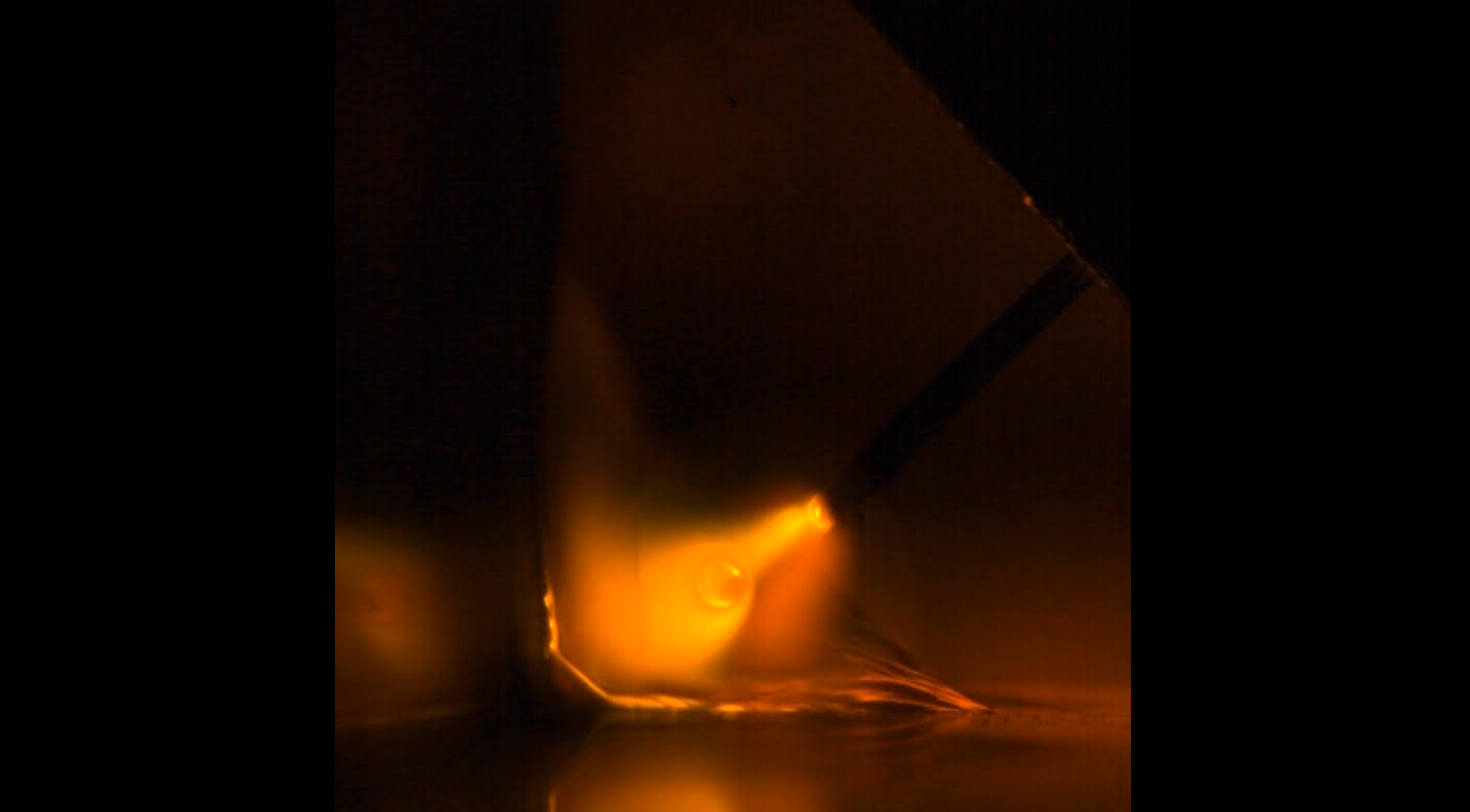
Kemppi's WiseThin+ significantly facilitates welding, especially for the thinnest material thicknesses (less than 2mm). Thanks to the lower heat input compared to traditional short arc welding, even with the thinnest materials, travel speed doesn't have to be too quick to avoid burn-through. This reduces the risk of welding defects. In addition, WiseThin+ helps to reduce spatters in thin sheet welding. Kemppi has also developed MAX Cool, the latest low-heat input process, which combines the features of WiseRoot+ and WiseThin+ to the extent that root pass welding and thin sheet welding can be done in a single welding process. An example of thin plate welding with MAX Cool is shown in Figure 3.
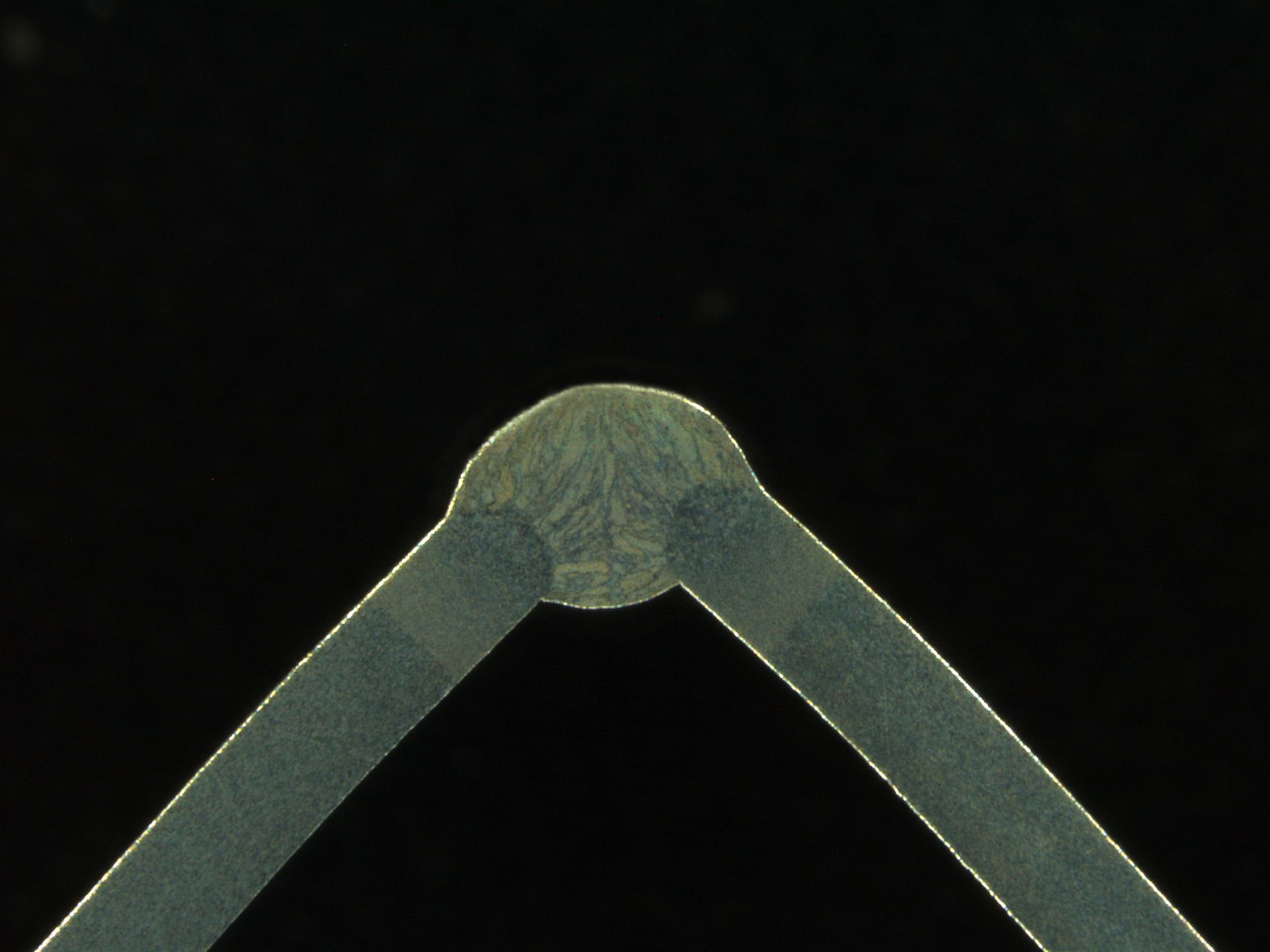
Figure 3. Outside corner joint welded with MAX Cool. Base material 1mm S 355.
Magnetic blow
A relatively common problem in welding all ferritic steels is a phenomenon called magnetic blow. The fields created by the magnetism of the plates can disturb the arc, resulting in instability that creates a lot of spatters. If a magnetic blow does occur, it is particularly disruptive to pulse welding. To a certain extent, the inconvenience caused by this phenomenon can be avoided by adjusting the welding parameters. Reducing the arc voltage, i.e., the arc length, helps a little. However, reducing the pulse amplitude is a much bigger help.
Our solution: MAX Speed welding process
Kemppi's MAX Speed welding process uses a low-amplitude pulse at a constant frequency. In welding tests done using MAX Speed, welding intentionally highly magnetized plates that are practically impossible to weld using conventional pulsed MAG welding was completed successfully. Other benefits of MAX Speed include its tolerance to very high travel speeds and high penetration. Because of these two features, it offers the ability to weld small throat thicknesses quickly and efficiently.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Prodotti correlati

Famiglia di prodotti
La saldatrice modulare multi-processo a 360 gradi si concentra principalmente sulla saldatura MIG/MAG ad alte prestazioni. X5 FastMig offre opzioni di configurazione per la saldatura manuale, sinergica e a impulso. Una vasta gamma di accessori consente di realizzare i processi di produzione con flessibilità ed efficienza.

Famiglia di prodotti
Master M è una saldatrice compatta che combina prestazioni di saldatura straordinarie con un'eccellente usabilità e una configurazione rapida, offrendo una macchina MIG/MAG di dimensioni ridotte e al tempo stesso potente per la saldatura MIG manuale, sinergica e a impulso.

Famiglia di prodotti
Una funzione di saldatura progettata in particolare per affrontare le sfide del trasferimento globulare. WiseSteel alterna il trasferimento ad arco corto a quello a spruzzo, che produce saldature solide con un modello a scala di pesce regolare.
Altri articoli del blog

WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
L'innovazione

A multi-process welding machine for challenging applications
A skilled and experienced welder can handle different kinds of material, welding applications and positions – even in demanding conditions. However, it is not only the skills that count – without appropriate high-quality welding equipment, excellent welds are only a dream. The performance of a welding machine also has a direct impact on the time spent on welding tasks. Significant cost-savings are only possible when work is done in minimal time with maximum results.
Saldatura manuale
Tipologie di arco nella saldatura MIG/MAG
Nella saldatura MIG/MAG, la modalità di trasferimento del materiale tra il filo di apporto e il bagno di saldatura cambia in base alla corrente di saldatura.
ABC della saldatura

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automazione della saldatura

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Saldatura manuale, Persone

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sicurezza
