
Sveise-ABC
How to weld aluminum
7. mai 2024
Some metals, like aluminum, have a naturally occurring, tough surface oxide layer. That surface oxide layer must be removed to enable successful welding. In the case of aluminum alloys, the surface oxide layer has a significantly higher melting temperature (approximately 2000°C) than the melting temperature of the aluminum base material (660°C).
Antti Kahri
With TIG (Tungsten Inert Gas) welding, the tough surface oxide is typically broken down and dispersed using alternating current (AC). This is because DC- welding (Direct Current, negative polarity), which has good penetration characteristics, doesn’t provide enough heat to remove the oxide layer, and it doesn’t have a cleaning effect on the weld pool like DC+ welding (Direct Current, positive polarity) does. On the other hand, DC+ delivers too much heat to the electrode and causes it to melt, which is not wanted in TIG welding. Unlike aluminum, for example, carbon steels, stainless steels, copper, and titanium can be welded using DC-.
AC TIG welding
During the AC TIG welding process (Figure 1), the arc burns between a tungsten electrode and the workpiece, protected from atmospheric contamination by an inert gas shield (typically, the shielding gas used is commercial-grade pure Argon). As the welding arc ignites and burns, the high temperature of the tungsten electrode ionizes the argon atoms within the argon shielding gas column. The resulting reciprocating, negatively charged electrons, and positively charged ions, together with the AC (alternating positive and negative half-cycle current waveform), break down the aluminum surface oxide, establishing a controlled welding process that has an optimal balance of cleaning effect, heat input, and penetration.
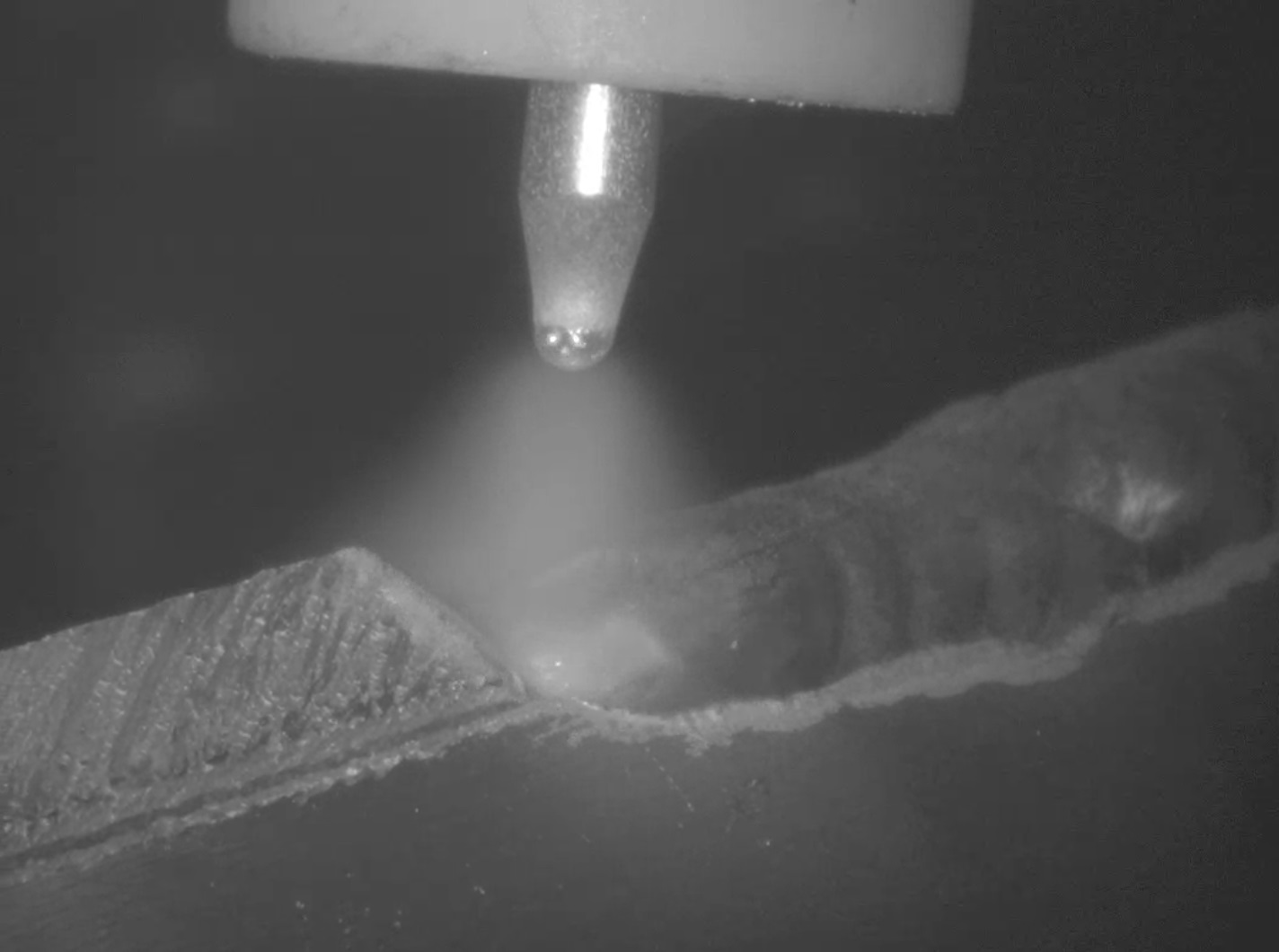
Figure 1. AC TIG welding of the aluminum corner joint. This figure shows the DC- phase of the process that gives the weld its penetration.
Pulsed MIG welding
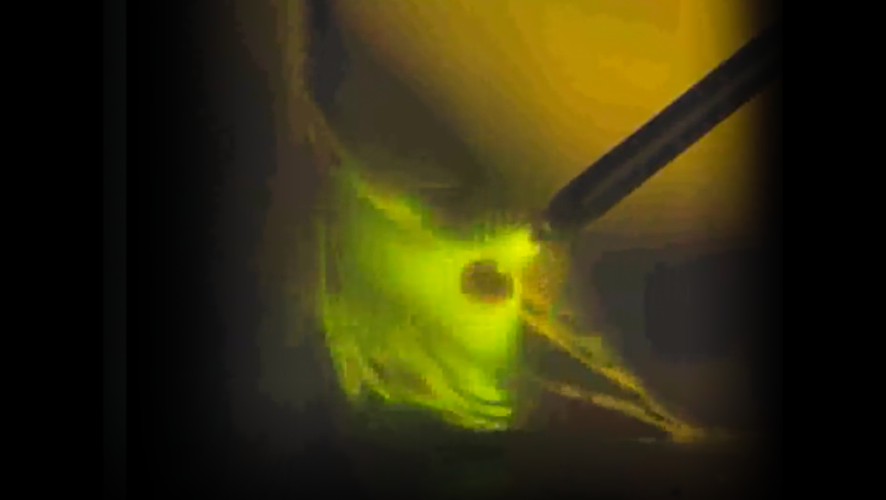
In MIG (Metal Inert Gas) welding, the wire electrode is melted so DC+ can be utilized. This means that there is enough heat in every typical MIG welding process to remove the aluminum oxide layer. To ensure the best possible welding quality, like in AC TIG welding, the oxide layer and weld pool should be dispersed while welding. In MIG welding, this can be done most efficiently by using a pulsed current (pulsed MIG welding, Figure 2). The variation of welding current helps to keep the process stable and to achieve high-quality, clean welds that are free from porosity. This effect can be taken even further by using stepping movement while welding or by using double pulse welding. In double-pulse welding, the wire feed speed is also pulsed, and this increases the stirring effect in the weld pool.
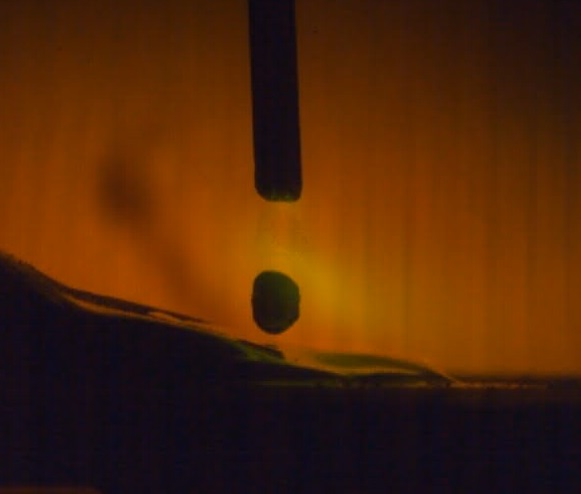
Figure 2. Pulsed MIG welding detaching a droplet from 1,2 mm AlMg5 filler wire.
The best portable welding machines for Aluminum
A good TIG welding solution for aluminum is the Minarc T 223 ACDC. It’s an entirely new 220 A, 1-phase, multi-voltage 220V-240V / 110V-120V, AC/DC TIG, and MMA welding machine that includes an electrolytic weld cleaning process as standard. Now, in seconds, you can weld and electrolytically clean your perfect welds with one machine. Another portable welding machine that is perfect for aluminum MIG welding is the Master M 205. It stands out from most of the other 1-phase MIG welding machines because it offers a professional-level pulse welding process.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Relaterte produkter

Produktfamilie
Master M 205 og Master M 323 setter nye standarder for kraft og ytelse innenfor bærbare MIG-sveisemaskiner. Med et kompakt, lett design som er enkelt å bære, kan du glede deg over en bærbar MIG-sveisemaskin som kan flyttes når nødvendig.

Produktfamilie
MasterTig er den nye mesteren innen AC- og DC TIG-sveising og setter nye standarder for sveisekvalitet, brukervennlighet og effektiv bruk av strøm. Den modulbaserte utformingen sikrer at apparatet oppfyller dine behov.

Produktfamilie
Den bærbare sveisemaskinen Minarc T med multi-spenning gir deg AC/DC TIG-sveising av høy kvalitet kombinert med profesjonell sveisrengjøring.
Flere blogginnlegg

High-quality pulse welding with a 1-phase MIG/MAG welding machine
The versatility of portable welding equipment has traditionally been limited by the lack of pulsed MIG/MAG welding. It has been argued that three-phase power is required to achieve high-quality MIG/MAG pulse welding.
Manuell sveising
What is pulsed MIG welding, and for what you can use it?
Pulsed MIG/MAG welding is a significant improvement in welding technology, offering accuracy, productivity, and flexibility that conventional welding methods can hardly compete with. This advanced process has become popular for professionals looking to improve weld quality, especially in demanding applications. Here's a closer look at how pulsed MIG/MAG welding works and the situations where it truly shines.
Sveise-ABC

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
Sveise-ABC

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Manuell sveising, Mennesker

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sikkerhet

Kemppi’s Cobot Solution: Practical automation for modern welding needs
The welding industry is under constant pressure to improve productivity, maintain high quality, and address a growing shortage of skilled labor. Collaborative robots, or cobots, provide a flexible and efficient way to automate welding tasks without fully replacing the human operator. Kemppi’s cobot solution stands out with its unique approach: a practical, cost-effective combination of proven hand-welding technology and smart integration tools.
Automatisering av sveising
