ABC spawania
MIG/MAG welding arc types
10 stycznia 2023
In MIG/MAG welding, the mode of material transfer between the filler wire and the weld pool changes in line with the welding current.
Jani Kumpulainen
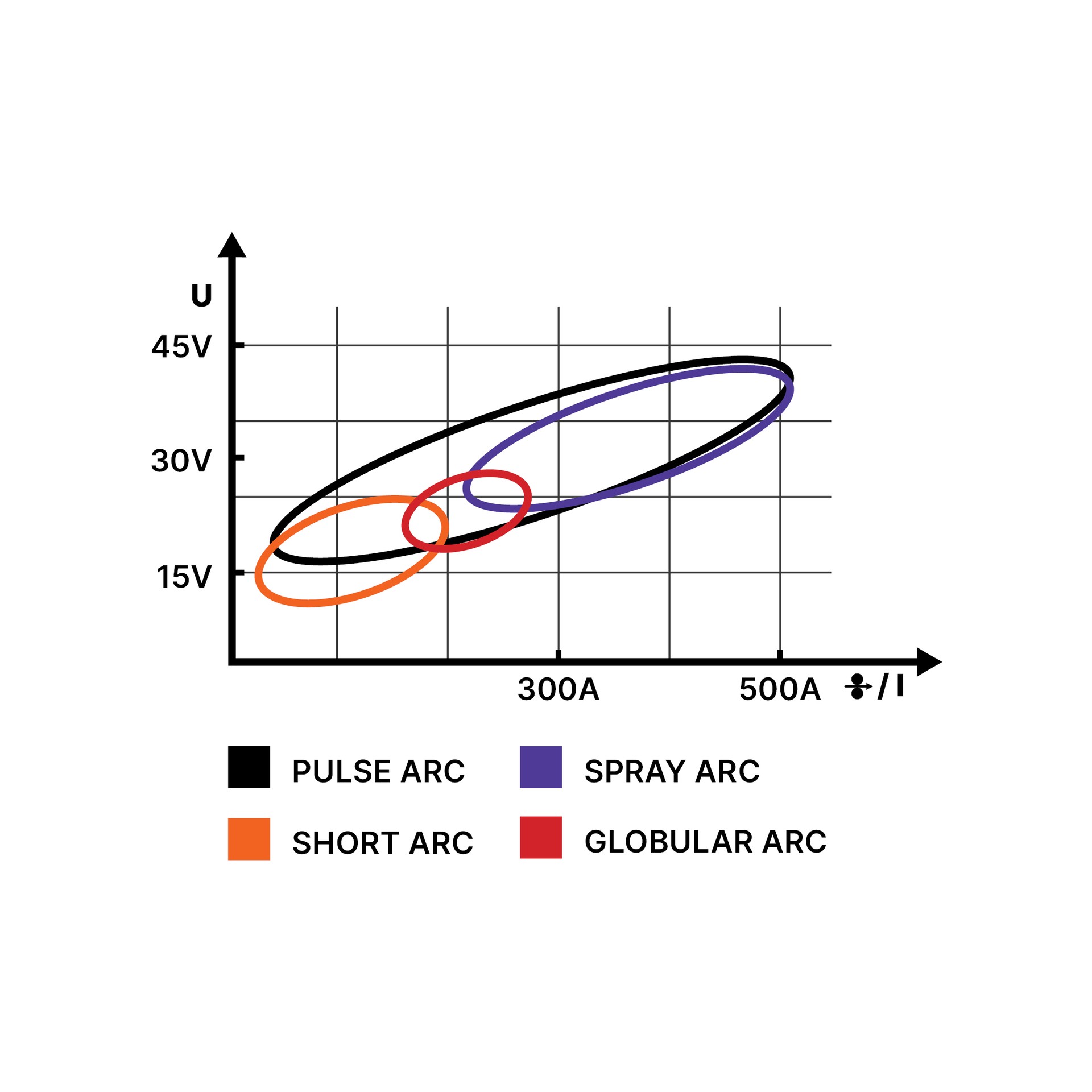
The arc transfer mode is selected in line with the welding position, basic material, and material thickness:
1. Short arc, 2. Globular arc, 3. Spray arc, 4. Pulse arc
Short arc welding
Short arc welding takes place with a low heat input when the welding parameters are 50–180 A and 15–23 V. Contact between the filler material and welding piece causes a short circuit. As a result, the tip of the filler wire heats up, and a droplet is transferred to the weld pool. The number of short circuits per second is in the range of 20–200, depending on the welding parameters and the size of the filler wire.
Globular arc welding
Globular arc welding is regarded as an intermediate step between short-arc and spray-arc welding. In this method, the parameters are 180–260 A and 23–28 V. In globular arc welding, both short circuit transfer and spray transfer without short circuits are used to transfer the filler material. The large droplets that arise in the transfer of filler material cause excessive spatter. Usually, steps are taken to avoid the globular arc range.
Spray arc welding
Spray arc welding takes place with a high heat input when the welding parameters exceed 260 A and 28 V. In spray arc welding, the filler material transfers to the welding pool as a spray without short-circuiting. The high arc voltage melts the droplet before a short circuit takes place. In spray arc welding, filler material production is high, and there is no spatter, but the method is not suited for position welding.
Pulse welding
The pulse welding range covers all power ranges from low to high. In pulse welding, material transfer takes place without short-circuiting. Instead, the machine produces a pulsed current, with each pulse resulting in the generation of a single filler material droplet. Pulsed welding is a versatile method suitable for a wide range of metals.
Kemppi MIG/MAG processes
An overview of all Kemppi MIG/MAG processes and a description of the arc type they use.
Manual MIG
A basic 2-knob control mode that operates with a short arc, globular arc, and spray arc.
1-MIG
1-MIG is a synergic welding process that operates with short arc, globular arc and spray arc.
With 1-MIG, you can use the WiseFusion, WisePenetration+ and WiseSteel welding functions. WiseFusion adjusts the arc voltage adaptively in all arc types to maintain the optimal short arc length. WisePenetration+ ensures constant current even with varying stick-out lengths.
WiseSteel has optimized characteristics for all arc types. In the short arc range, the WiseSteel process measures the short circuit frequency and adjusts the voltage adaptively. If the short circuit frequency begins to slow down, for example, the voltage is adaptively set lower, which in turn causes the frequency to increase.
Globular arc is a spattering arc type in MAG welding and should normally be avoided. In the WiseSteel process, the wire feed speed varies at a frequency of about 2 Hz between the short arc and spray arc values. This approach ensures that the average power remains in the globular arc range while the welding occurs with short and spray arcs for short periods. The globular arc range of the WiseSteel process is about 200 amperes on both sides and is suitable for a plate thicknesses of 4 to 5 mm.
In the spray arc range, the welding current pulses at a frequency of about 200 to 300 Hz, which improves arc alignment and stability even at low arc voltages. When striving for high welding speeds and low heat input, good arc focusing and low arc voltage (= short arc length) are key. The spray arc range of the WiseSteel process starts at about 250 amperes. It is suitable for horizontal-vertical and flat position welding of steel plates with a thickness of 5 mm or more.
Pulse and DPulse
Pulse and Dpulse are synergic welding processes that operate in the pulse arc area. With Pulse, you can use the WiseFusion and WisePenetration+ welding functions. With DPulse, you can use the WiseFusion welding function.
WiseRoot+ and WiseThin+
WiseRoot+ and WiseThin+ are synergic welding processes that operate in the short arc area. WiseRoot+ is optimized for root pass welding with steel and stainless steel materials. WiseThin+ is optimized for thin sheet welding with steel and stainless steels, and also for MIG brazing.
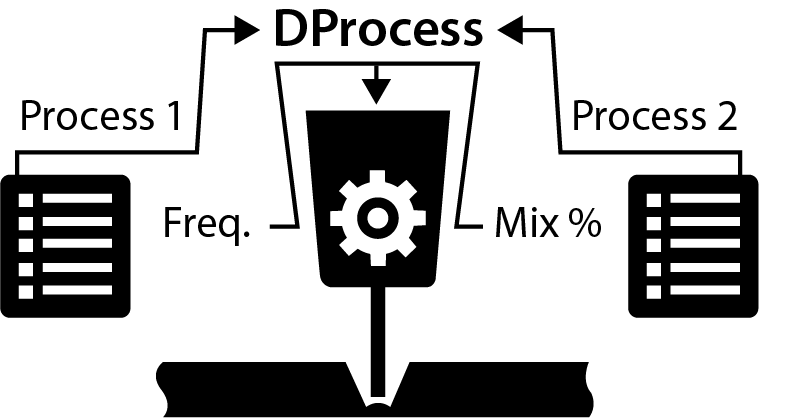
DProcess
Two different welding processes and power levels can alternate. 1-MIG, Pulse, WiseRoot+ and WiseThin+ can be used.
MAX Speed
MAX Speed is a synergic welding process that operates in the spray arc area. It is optimal for steel and stainless steel fillet welds with a 3-8 mm plate thicknesses. It uses high frequency and low amplitude pulsing and the arc characteristics outcome is a short and energy-dense arc.
MAX Cool
MAX Cool is a synergic welding process that operates in the short arc area. It is optimized for root pass and thin sheet welding with steel and stainless-steel materials, and also for MIG brazing.
MAX Position
MAX Position is a synergic welding process that is optimized for vertical-up fillet welds with a 4-12 mm plate thicknesses. High and low welding power cycles alternate, and the arc transfer mode is always pulse arc for stainless steel and aluminum welding. For steel welding, low welding power is short arc and high welding power is pulse arc.
Read more about Kemppi Wise and MAX special processes >>>

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Powiązane produkty

Rodzina produktów
Kompleksowa modułowa wieloprocesowa spawarka przeznaczona głównie do wydajnego spawania techniką MIG/MAG. X5 FastMig można skonfigurować do ręcznego, synergicznego i pulsacyjnego spawania. Bogata oferta akcesoriów zapewniają elastyczność i wydajność procesu produkcji spawalniczej.

Rodzina produktów
X3 FastMig oferuje wysokiej jakości przemysłowe spawanie MIG/MAG z prostą obsługą i niezwykle prostym interfejsem użytkownika. Synergiczne źródło prądu dostarcza 420 A, a źródło impulsowe 450 A przy cyklu pracy 60%.

Rodzina produktów
Modele Master M 205 i Master M 323 wyznaczają nowe standardy mocy i wydajności w segmencie przenośnych urządzeń do spawania metodą MIG. Dzięki kompaktowej, lekkiej i łatwej w przenoszeniu konstrukcji spawacze otrzymują mobilne urządzenie, które można przynieść w dowolne miejsce.
Więcej postów na blogu

WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
Innowacja

Chlodzenie uchwytu
Jeśli chodzi o wydajność uchwytu spawalniczego, chłodniejszy jest zdecydowanie lepszy. Czy istnieje jednak optymalna temperatura dla uchwytu spawalniczego chłodzonego wodą? I jak utrzymać dyszę gazową i końcówkę prądową wolną od odprysków? Dowiedzmy się tego, odpowiadając na kilka pytań.
ABC spawania
Understanding and preventing common welding defects
Welding demands precision, but even skilled welders can encounter defects. Understanding common welding issues is critical to ensure high-quality results. Here are some frequent welding defects and how to avoid them.
ABC spawania

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatyzacja spawania

Kemppi Minarc T 223 ACDC: Praktyczny test profesjonalnego spawacza
W przypadku sprzętu spawalniczego liczy się rzeczywista wydajność. Trzech profesjonalnych spawaczy przetestowało urządzenie Kemppi Minarc T 223 ACDC.
Spawanie ręczne, Ludzie

Wyższy poziom bezpieczeństwa spawania: Jak ADF i DIN zmieniają ochronę i precyzję
Podczas spawania ludzkie oko jest stale narażone na ekstremalne warunki. Łuk spawalniczy generuje intensywne światło, promieniowanie ultrafioletowe (UV) i podczerwone (IR), które mogą powodować poważne i trwałe uszkodzenia, jeśli nie są odpowiednio osłonięte. Podczas gdy tradycyjne przyłbice opierały się na filtrach o stałym stopniu zaciemnienia, postępy w technologii automatycznego zaciemniania (ADF) zrewolucjonizowały sposób, w jaki spawacze równoważą ochronę, widoczność i precyzję.
Bezpieczeństwo
