ABC spawania
MIG/MAG welding arc types
10 stycznia 2023
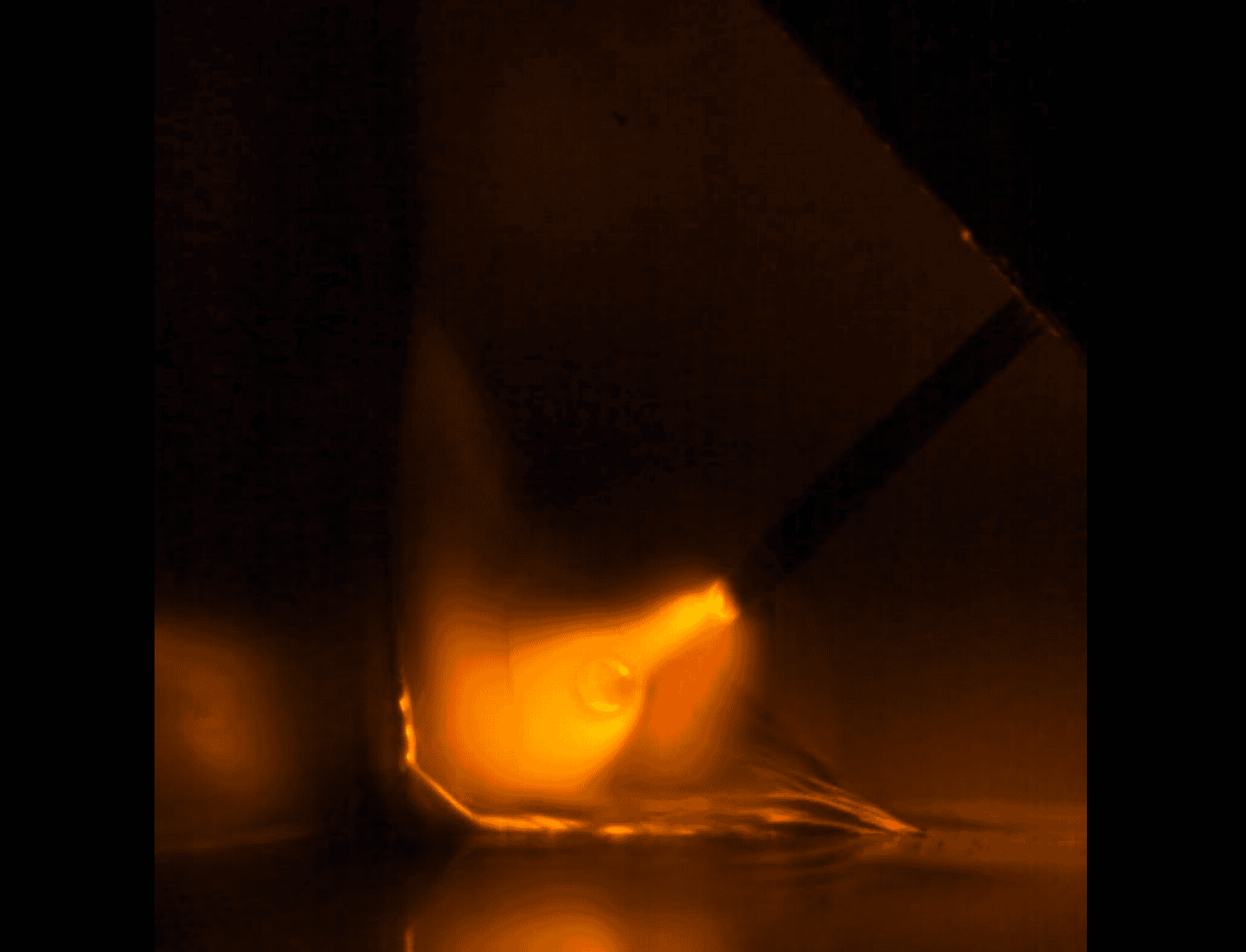
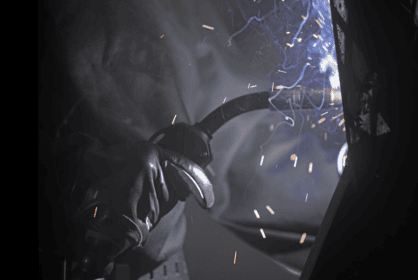
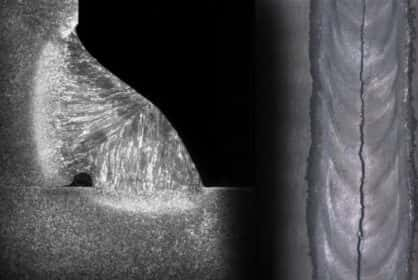
In MIG/MAG welding, the mode of material transfer between the filler wire and the weld pool changes in line with the welding current.
Jani Kumpulainen

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 15 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Powiązane produkty

Rodzina produktów
Kompleksowa modułowa wieloprocesowa spawarka przeznaczona głównie do wydajnego spawania techniką MIG/MAG. X5 FastMig można skonfigurować do ręcznego, synergicznego i pulsacyjnego spawania. Bogata oferta akcesoriów zapewniają elastyczność i wydajność procesu produkcji spawalniczej.

Rodzina produktów
X3 FastMig oferuje wysokiej jakości przemysłowe spawanie MIG/MAG z prostą obsługą i niezwykle prostym interfejsem użytkownika. Synergiczne źródło prądu dostarcza 420 A, a źródło impulsowe 450 A przy cyklu pracy 60%.

Rodzina produktów
Modele Master M 205 i Master M 323 wyznaczają nowe standardy mocy i wydajności w segmencie przenośnych urządzeń do spawania metodą MIG. Dzięki kompaktowej, lekkiej i łatwej w przenoszeniu konstrukcji spawacze otrzymują mobilne urządzenie, które można przynieść w dowolne miejsce.
Więcej postów na blogu

WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
Innowacja
Chlodzenie uchwytu
Jeśli chodzi o wydajność uchwytu spawalniczego, chłodniejszy jest zdecydowanie lepszy. Czy istnieje jednak optymalna temperatura dla uchwytu spawalniczego chłodzonego wodą? I jak utrzymać dyszę gazową i końcówkę prądową wolną od odprysków? Dowiedzmy się tego, odpowiadając na kilka pytań.
ABC spawania
Understanding and preventing common welding defects
Welding demands precision, but even skilled welders can encounter defects. Understanding common welding issues is critical to ensure high-quality results. Here are some frequent welding defects and how to avoid them.
ABC spawania

Eurosatory 2026 And the Future of Defence Manufacturing
Eurosatory 2026 highlighted a clear shift in modern defence manufacturing. While defence systems are becoming more digital, networked, and autonomous, their foundation remains physical. From armoured vehicles and artillery to industrial resilience, welding quality, steel structures, and production discipline remain paramount to defence readiness.
Cyfryzacja, Innowacja

How AI Supports Quality, Traceability, and Flexibility in Robotic Welding
The AITOOLS1 webinar explored how AI-assisted process control, machine vision, synchronized data, and machine learning models are advancing robotic welding automation, improving quality management, traceability, and production flexibility for demanding industrial production.
Automatyzacja spawania, Innowacja, Cyfryzacja

Co naprawdę oznacza “built to last” w spawaniu dla obronności i sektora morskiego
Critical defence and military vessels and marine structures are built for decades of demanding service. This article explores what 'built to last' means in welding, from harsh-condition reliability and repeatable weld quality to traceability across long vessel lifecycles.
Innowacja, Cyfryzacja
