
Manual welding
Welding in arctic conditions
February 20, 2019
Today, Arctic areas are attracting much attention due to the large oil and natural gas deposits located there. As much as 13% of the Earth's unexploited oil reserves and 30% of natural gas reserves may be located in Arctic areas. The energy industry's largest projects to build gas and oil distribution networks are essentially based on steel construction and welding technology.
Jani Kumpulainen
Weatherproofing welding equipment for better outcomes and working conditions
For example, the oil and gas pipelines in Siberia, Russia, need to be built through marshlands that are difficult to traverse. This must be done in the winter because the ground must be sufficiently frozen to support all of the necessary machinery. Welding can only be successful in Arctic conditions if the working conditions are tolerable. Depending on the weather, the welding process, and the application, different protection levels are used, ranging from completely unprotected welding sites to air-conditioned and heated cubicles.
For MMA welding in dry weather, it may not be necessary to protect the welding site at all (Figure 1). MIG/MAG and TIG welding should always be done in an area protected from wind, rain, and snow. Protection can be provided by various types of tents (Figure 2) or even heated welding cubicles (Figure 3). A range of different welding protectors can also improve the welder's working conditions. Without a heated welding cubicle, the welder can easily begin feeling cold, and the visor on the welding helmet can fog up.

Figure 1: MMA welding on a pipeline.

Figure 2: A welding tent provides protection from the wind and rain.

Figure 3: A heated welding cubicle ensures good working conditions.
Effective preheating can optimize welding procedures and prevent condensation
Special attention should always be paid to preheating before welding in arctic conditions. Firstly, the welding procedure specification determines the preheating temperature. With thinner material strengths and non-alloy steel, this is typically room temperature. With thicker materials and alloy steel, the preheating temperature may be 100°C or more. The second reason for preheating is the condensation of water on cold surfaces. The groove and the surrounding area, as well as any backing, must also be cleaned and dried before welding.
In cold conditions, moisture can easily condense on the surface of the filler material. The welding electrodes should be stored in an electrically heated electrode store. For MIG/MAG welding, it is advisable to use a cabinet heater in the wire feeder to ensure the filler material remains dry.
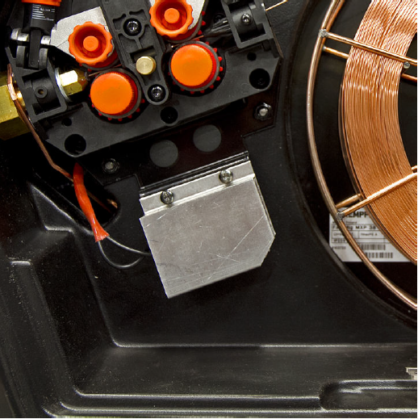
Figure 4: KWF 200/300 cabinet heater for Kemppi’s wire feeders.
Studying cold tolerance of welding equipment to guide product development
Kemppi states the operating temperature range for its welding equipment in the user's manual. The minimum temperature range is between -20°C and +40°C. However, Kemppi's equipment is also used in Arctic areas, where the temperatures may be substantially lower.
Over the years, the cold tolerance of the devices has been studied in various conditions. Kemppi has premises including a cold room and separate freezers for this purpose at its site in Okeroinen, Lahti, Finland. They enable welding components such as tubes, cables, and mechanics to be tested at temperatures as low as -60°C.
Practical experiments have also been conducted in Arctic areas. In the winter of 2013, Kemppi took several ready-to-operate welding units to Siberia, Russia, for field testing. They were tested at temperatures of -46°C. At such low temperatures, welding is a challenge for the welder as well as the equipment. For example, the rubber components on buried cables, torches, and interconnection cables stiffen due to the cold.
Results from such studies are utilized in product development work when selecting materials for new products. For example, alternate materials have been selected for new buried cables and torches to ensure that they are better at withstanding colder conditions.

Figure 5: MIG/MAG interconnection cable at -46°C during trial use in Siberia.
Read more about the large oil and natural gas deposits.

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
More blog posts

Welding Trends 2019
The world is changing fast. It is predicted that in the next ten years, we will be seeing more changes in technology than we’ve seen over the last hundred. As a fundamental process in the manufacturing industry, welding is also steadily evolving.
Welding automation

Behind the scenes: The development of X8 MIG Welder
Creating a new product for industrial users is both a long journey and exciting adventure. In his LinkedIn Pulse post, Kemppi's User Experience Manager Jussi Kapanen recalls the beginning of an ambitious R&D project, when the team was tasked with the target of creating the best MIG welding system in the world, to be loved by users in 2017.
Innovation

The significance of usability in industrial welding
We asked two professional welders – Meyer’s Jukka Hahko and Dinolift’s Pasi Laakso – what good usability means in industrial welding.
Innovation

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Manual welding, People

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Safety

Kemppi’s Cobot Solution: Practical automation for modern welding needs
The welding industry is under constant pressure to improve productivity, maintain high quality, and address a growing shortage of skilled labor. Collaborative robots, or cobots, provide a flexible and efficient way to automate welding tasks without fully replacing the human operator. Kemppi’s cobot solution stands out with its unique approach: a practical, cost-effective combination of proven hand-welding technology and smart integration tools.
Welding automation
