
MAX Cool arc performance welding process
MAX Cool lowers heat input by up to 32%, improving control where excessive temperatures have a negative impact on the weld pool.
- Home
- MIG/MAG Welding
- MAX Cool

Reduced heat input
MAX Cool reduces heat input up to 32% compared to traditional pulse or short arc process.

Savings in welding time
With MAX Cool, you can save in welding time due the excellent weld pool control. It also erases the need for backing in butt joints.

One process, several welding applications
MAX Cool provides excellent solution in several welding applications, including thin sheet fabrication, root welding, gap bridging, and joining thin extruded sections in solid Fe, Ss, CuAl8, and CuSi3 filler materials.
Eliminates excessive temperature input, maintaining weld pool control
MAX Cool welding process improves control in welding applications, where excessive temperatures negatively impact weld pool stability and increase joint distortion. It lowers heat input by up to 32% compared to the traditional pulse or short arc process.
MAX Cool is ideal for several applications, including thin sheet fabrication, root welding, gap bridging, and joining thin extruded sections in solid Fe, Ss, CuAl8, and CuSi3 filler materials. MAX Cool welding process tolerates bigger air gaps. In addition, there is no need for backing in butt joints. The welding process provides excellent weld pool control with a thin sheet and root pass welding.
MAX Cool operates in a short arc area, providing accurate current control during a short circuit. After a short circuit, the forming pulse produces appropriate heat to the weld pool.
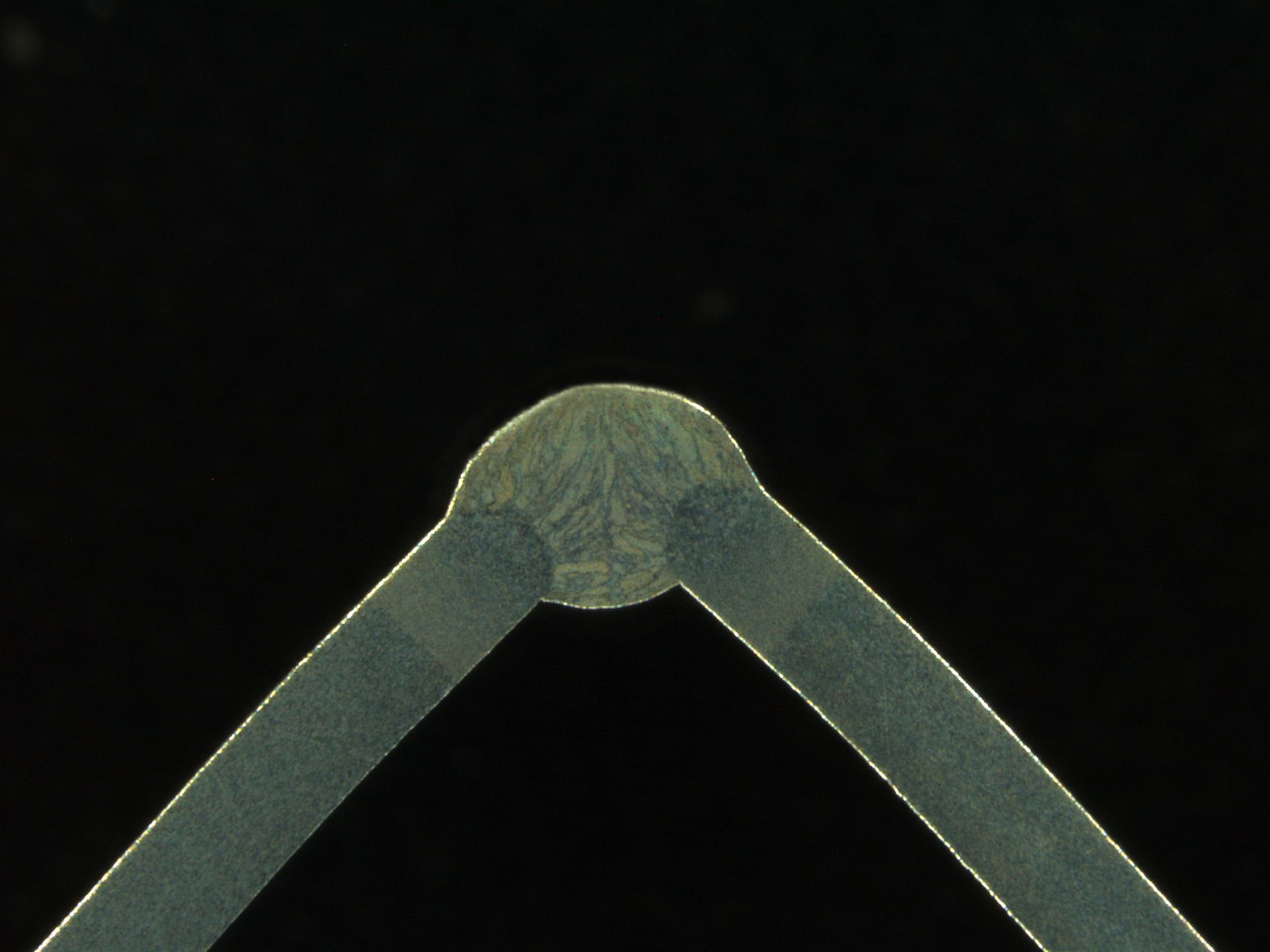
Overcome challenges in thin sheet welding
Low heat input and excellent weld pool control allow big air gaps in welded pieces.

Related blogs

Effortless root pass and thin sheet welding
Kemppi has launched three new MAX welding processes (MAX Cool, MAX Speed and MAX Position) for the Master M and X5 FastMig product families to improve productivity, quality and usability in the challenging welding applications. MAX Cool lowers the heat input and operates in a short arc area so it’s ideal for steel welding and MIG brazing. The welding characteristics of MAX Cool have been fine-tuned to allow high-quality root pass and thin sheet welding.
MAX Cool, MIG/MAG welding, Special process, Welding process
Power and Performance for Robotic Welding
Kemppi's new robotic welding machine is significantly more efficient and versatile than its predecessors. The AX MIG Welder is designed to maximize the potential of any robotic welding system – it offers powerful uninterrupted performance, an easy-to-use interface, and high-quality welds for more productive robotic arc welding operations.
Robotic welding, Automated welding, Welding robot

More than a great weld – Kemppi sets the standard for compact MIG/MAG welding machines with the new Master M series
The new Master M series focuses on usability, bringing welding safety and productivity to a whole new level.
Manual welding, Master M, MIG/MAG welding

Cooperation helps Kemppi's partners succeed
Robomatik offers welding design, installation and training, while also professionally installing and integrating Kemppi welding equipment. They are a growing company that thrives together with Kemppi.
Robotic welding, Automated welding, Welding robot, Cooperation

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
TIG welding, GTAW, Weld cleaning, Welding machine, Welder

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Welding safety, Welding helmet, Welding respirator system

Kemppi’s Cobot Solution: Practical automation for modern welding needs
The welding industry is under constant pressure to improve productivity, maintain high quality, and address a growing shortage of skilled labor. Collaborative robots, or cobots, provide a flexible and efficient way to automate welding tasks without fully replacing the human operator. Kemppi’s cobot solution stands out with its unique approach: a practical, cost-effective combination of proven hand-welding technology and smart integration tools.
Cobot welding, Automated welding, Industrial welding
