Manuelles Schweißen
Stable arc ignition improves welding quality and reduces costs
13. Dezember 2020
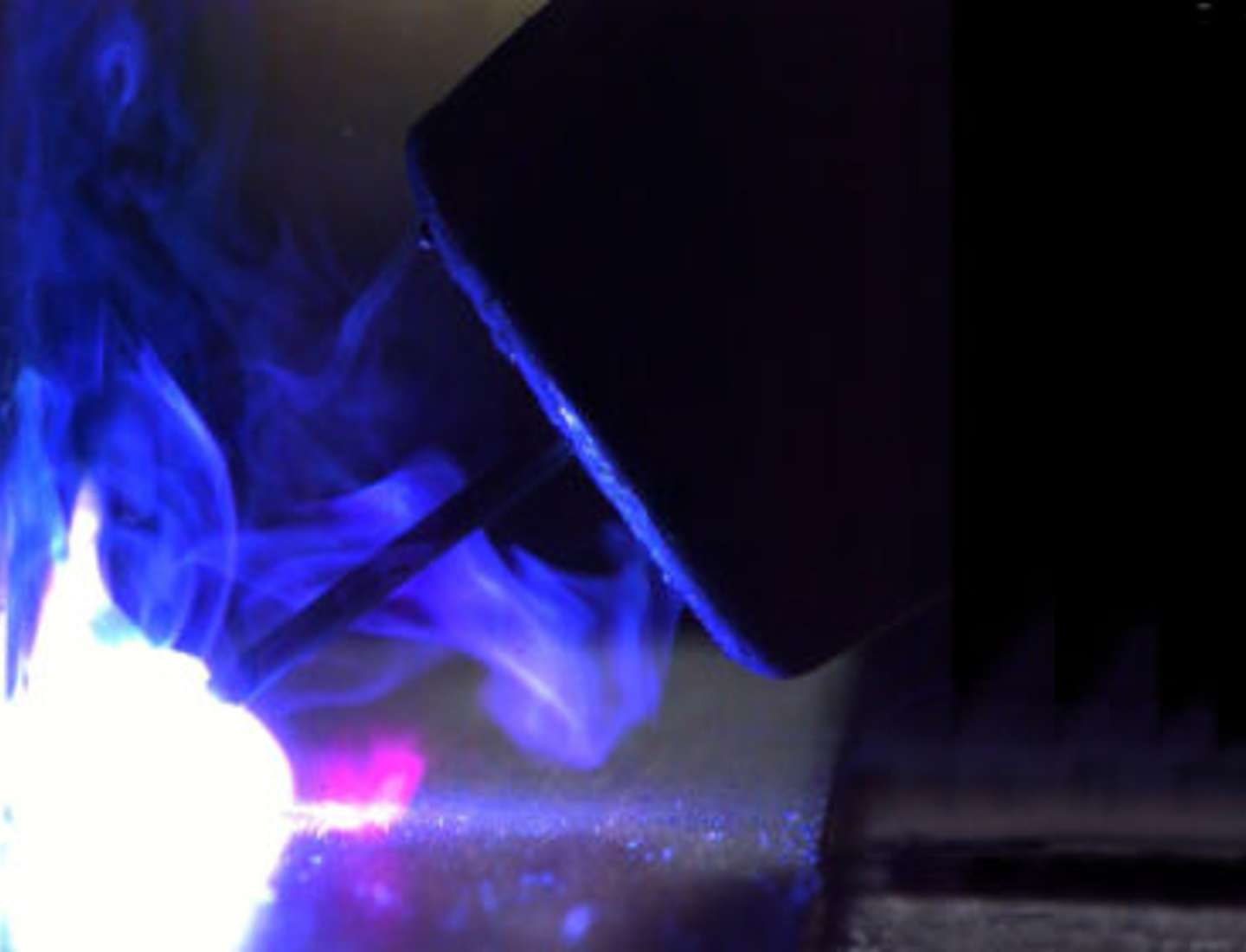
In MIG/MAG welding, arc ignition plays a key role in welding quality. Any instability will result in the post-weld cleaning of spatters, which eats up resources and hinders productivity in industrial environments. Available in modern welding equipment, new ignition-enhancing technologies offer additional control of the arc and support the craftsmanship of welders.
John Frost

John Frost
John Frost
Product Manager Portable, Compact, and System Class Equipment
Verwandte Produkte

Produktfamilie
Das modulare Multiprozess-Schweißgerät mit 360-Grad-Abdeckung ist insbesondere auf das Hochleistungsschweißen mit MIG/MAG ausgelegt. X5 FastMig bietet optional die Schweißverfahren Manuell, Synergetisch und Puls. Der modulare Aufbau und die breite Zubehörpalette sorgen bei diesen Schweißverfahren für Flexibilität und Effizienz.
Weitere Blog-Beiträge

Welding value with X5 FastMig
Small improvements in welding efficiency can positively influence overall productivity and establish valuable cost savings. By investing in robust, reliable, and versatile equipment, you can improve and better manage welding project costs.
Manuelles Schweißen

Berechnung des Wärmeintrags beim MIG/MAG-Schweißen
Die neue Norm für Schweißverfahrensprüfungen, EN-ISO 15614-1:2017, enthält Empfehlungen für die Messung und Berechnung des Wärmeeintrags. Was bedeutet das jedoch konkret für das MIG/MAG-Schweißen? Und wie können Werkstätten diese Berechnungen in der Praxis durchführen?
Schweiß-ABC

Fünf Möglichkeiten, um Kosten für Verschleißteile zu sparen
Stichwort Geld. In fast allen Unternehmen sind Kosten und Ausgaben wichtige Kriterien bei der Entscheidungsfindung, und letztendlich setzt sich derjenige durch, der höchste Qualität zu niedrigsten Gesamtkosten erzielt. In der Schweißbranche ist nicht nur der Einkaufspreis von Schweißausrüstung ausschlaggebend, sondern auch der Preis von häufig benötigten Verschleißteilen. Möchten Sie bei Verschleißteilen nicht auch deutliche Kosteneinsparungen erzielen?
Schweiß-ABC

How Kemppi built a world record dive site with TIG welding on ice in Finland
What lies behind a world record 165 m under-ice record is precision TIG welding, with Minarc T enabling exact fit-up, refined control, and clean stainless outcomes.
Manuelles Schweißen

Minarc M 223 Auto & 223P Auto vs MinarcMig Auto: key upgrades and when you’ll feel it at the arc
The Minarc M 223 Auto and 223P Auto bring meaningful changes you’ll feel in production. This guide breaks down what’s new versus MinarcMig Auto, which model suits which work, and how the updates show up in arc stability, parameter control, and everyday efficiency across thin sheet to more demanding applications.
Manuelles Schweißen, Innovation

What Nordic Welding Expo 2026 revealed: robotics, laser welding and the future of fabrication
The Nordic Welding Expo 2026 highlighted where welding is heading. While automation and laser welding are accelerating, the real advantage lies in workflows that deliver repeatable results under real constraints and digital traceability is becoming part of everyday production
Automatisierung beim Schweißen, Innovation
