
L'ABC du soudage
How to Avoid the Most Common MIG/MAG Welding Defects
15 février 2021
The quality requirements in welding production increase with the optimization of structures as well as the development of materials and welding processes. Welding defects can, at worst, cause serious accidents and structural damage, so it is important to avoid them and understand the mechanisms that create them. In this text, we present the most common MIG/MAG welding defects and the ways to best avoid them.
Reetta Verho
Welding quality assurance is a holistic job. High-quality welding operations are guaranteed by professional personnel, welding procedure specifications (WPS) and work instructions, and inspection activities. All areas must be in good condition for high-quality welds to emerge.
In the Finnish welding terminology standard SFS 3052, a welding defect is defined as “a discontinuity in the weld or deviation in the form of a weld. Welding defects include cracks, lack of penetration, porosity, and slag inclusion.” Moreover, the international standard ISO 6520-1 classifying and describing weld imperfections states a welding defect being “a discontinuity in the weld or deviation from the assumed geometry of the weld.”
What are the most common MIG/MAG welding defects?
The most common welding defects in MIG/MAG welding include e.g. porosity, inclusions, undercut, excessive asymmetry of fillet welds, lack of penetration, and spatters. Perhaps the most typical ones with the MIG/MAG welding process are spatters and lack of fusion. Each welding defect has its own reasons of origin that the welder must know in order to be able to avoid their creation.
Below are a few examples of typical MIG/MAG welding defects and how to prevent them from happening.
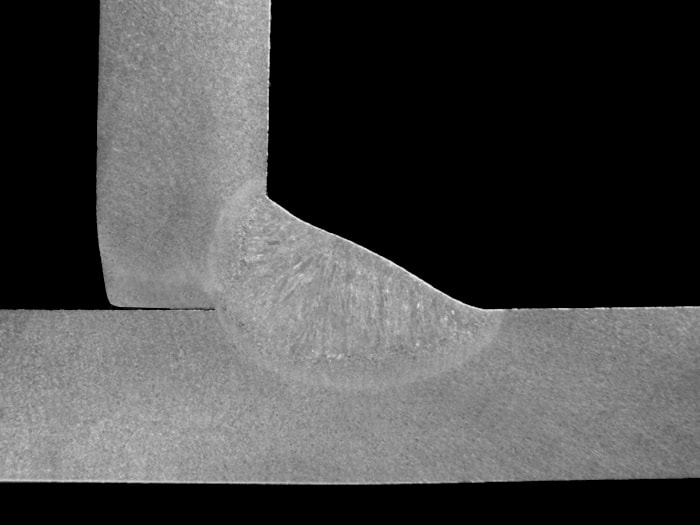
Lack of fusion

Reasons | Prevention method |
|---|---|
Too narrow joint preparation | Ensure that the joint preparation is sufficiently wide |
Incorrect gun angle | Make sure the gun angle will produce adequate side-wall fusion |
Excessively high current or too low a welding speed, which creates weld pool flooding ahead of the arc, resulting in insufficient penetration | Select welding parameters (high welding current, short arc length, and not too high a welding speed) that promote sufficient penetration without causing flooding |
Impurities on the joint faces | Clean the joint faces |
‘Downhill welding’ | Use vertical up welding |
Too long arc / too high voltage | Use shorter arc / less voltage |
Too low heat input | Increase heat input |
Excessive fillet weld asymmetry
Reasons | Prevention method |
|---|---|
Incorrect gun angle | Use the correct gun angles |
Too large a weld pool | Reduce the deposition rate |
Magnetic arc blow | Move the earth return clamp, use the shortest arc possible, reduce the welding current, angle the gun opposite the direction of arc blow, and/or use an AC power source |
The welding defect limits are specified for each weld class in ISO 5817. In this standard, the limits are classified into three weld classes, namely grade B, C and D. In the mechanical engineering industry, the typical grade is grade C, but grade B is also often required in much more demanding welding production. The welding defects are presented in the standard as actual measurements. The detection and interpretation of these values may require a destructive testing method alongside visual inspection.
Avoid welding defects to improve welding quality
Welding defects should be avoided simply because they require repair. All welding-related repair work in the production floor require time and therefore money. This will slow down production progress, and eventually delays in project schedules. However, the most unpleasant consequence of welding defects can at worst be a product or a structure breaking down, which can lead to various accidents and even personal injury.
We can detect welding defects by inspecting the welds, but at that time it is already late and the product has to be repaired. Welding production must be developed in the right direction in order to reduce the risk of welding defects. Such development measures may include, for example, tightening the quality requirements for groove preparation, changing the welding process, or changing the parameters. However, the training of welders is particularly important. The qualification of welders plays a very central role in quality improvement work.
Visual inspection and production monitoring in a key role
The most important method of welding inspection is visual inspection. Every welder should therefore also act as an inspector of their own work. Good results have been achieved in welding production when visual inspection training has been provided for welders. Often, even with such small measures, the quality of welds can be significantly improved.
Real-time production monitoring also plays a key role in preventing welding defects. Kemppi’s WeldEye software enables easy monitoring of welding production, as it automatically checks, for example, whether the welder is qualified for welding the product in question and that the qualification certificate has not expired. The software can also be used to monitor welding parameters and NDT inspections. At best, real-time monitoring of welding production can prevent welding defects from happening, and make it easier to find the cause of detected defects.

Reetta Verho
Reetta Verho
Manager, Welding Services at Kemppi Oy. International Welding Engineer (IWE) who is an active member in ISO standardization committees. Board member in The Welding Society of Finland. Passionate about welding quality and the development of welding production. Member of: K105 National mirror committee for welding, ISO/TC44/SC10 Quality management in the field of welding ISO/TC44/SC11 Qualification requirements for welding and allied processes personnel.
Produits connexes

Famille de produits
Le poste multi-procédés modulaire à 360 degrés se concentre principalement sur le soudage MIG/MAG haute performance. X5 FastMig offre des options de configuration pour le soudage manuel, synergique et pulsé. Une vaste gamme d'accessoires confère flexibilité et efficacité aux processus de production de soudage.

Famille de produits
Le X3 FastMig offre un soudage MIG/MAG industriel de haute qualité avec un fonctionnement facile et une interface utilisateur extrêmement simple. La source de courant synergique délivre 420 A et la source de courant pulsé 450 A à un facteur de marche de 60 %.
Plus d'articles de blog

Calculation of heat input in MIG/MAG welding
The new welding procedure test standard, EN-ISO 15614-1:2017, provides recommendations for the measurement and calculation of heat input. In concrete terms, what does this mean for MIG/MAG welding? And how can workshops carry out these calculations in practice?
L'ABC du soudage

Welding value with X5 FastMig
Small improvements in welding efficiency can positively influence overall productivity and establish valuable cost savings. By investing in robust, reliable, and versatile equipment, you can improve and better manage welding project costs.
Soudage manuel

WeldEye enables remote work in welding production
Managing welding production with a cloud-based software solution has considerable advantages. For one, it gives work supervisors or quality assurance teams the convenience of working remotely from home. It increases transparency, quality and efficiency, thanks to improved information flow and traceability. The welders also receive immediate feedback on their work.
Numérisation

Minarc T 223 ACDC : test pratique réalisé par des soudeurs professionnels
Lorsqu'il s'agit de matériel de soudage, les performances réelles comptent. Trois soudeurs professionnels ont mis le Minarc T 223 ACDC de Kemppi à l'épreuve.
Soudage manuel, Les personnes

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sécurité

La solution Cobot de Kemppi : L'automatisation pratique pour les besoins modernes de soudage
L'industrie du soudage est soumise à une pression constante pour améliorer la productivité, maintenir une qualité élevée et faire face à une pénurie croissante de main-d'œuvre qualifiée. Les robots collaboratifs, ou cobots, constituent un moyen flexible et efficace d'automatiser les tâches de soudage sans remplacer totalement l'opérateur humain. La solution cobot de Kemppi se distingue par son approche unique : une combinaison pratique et rentable d'une technologie de soudage manuel éprouvée et d'outils d'intégration intelligents.
Automatisation du soudage
