L'innovation
Soudage sans effort des passes de racine et des tôles fines
18 octobre 2023
Kemppi a lancé trois nouveaux procédés de soudage MAX (MAX Cool, MAX Speed et MAX Position) pour les familles de produits Master M et X5 FastMig afin d’améliorer la productivité, la qualité et la facilité d’utilisation dans les applications de soudage les plus exigeantes. MAX Cool réduit l’apport de chaleur et fonctionne dans une zone en court-circuit, il est donc idéal pour le soudage de l’acier et le brasage MIG. Les caractéristiques de soudage de MAX Cool ont été affinées pour permettre un soudage de haute qualité des passes de racine et des tôles fines.
Antti Kahri
Soudage à l’arc par court-circuit contrôlé
MAX Cool permet un contrôle précis du courant de soudage. Le principe du processus est illustré à la figure 1. Après la dynamique de court-circuit typique du soudage à l’arc, lorsque le court-circuit est libéré, le courant de soudage est rapidement ramené à un faible niveau afin de minimiser la quantité de projections générées. Une impulsion est ensuite appliquée, dans le but de donner à la soudure la forme souhaitée grâce à un apport de chaleur approprié et contrôlé avec précision. Outre la vitesse de dévidage du fil, le seul paramètre qui peut être ajusté est le réglage de la hauteur d’arc, qui influe sur la taille de l’impulsion et donc sur la forme de la soudure.
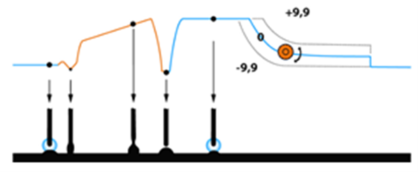
Figure 1. Comportement du courant de soudage et du transfert de métal dans le processus MAX Cool. Le bouton orange et les valeurs numériques illustrent l’effet du réglage de la hauteur d’arc.
Un seul procédé de soudage, de nombreux avantages
Par rapport au soudage traditionnel à l’arc en court-circuit ou pulsé, le procédé MAX Cool réduit l’apport de chaleur, ce qui minimise la déformation de la tôle. Avec un faible apport de chaleur et un contrôle précis de l’arc, le bain de fusion est facilement contrôlable, ce qui lui confère d’excellentes propriétés de soudage en position. En outre, il est facile de souder des jeux même importants et il n’y a pas d’effondrement du bain de fusion à quelque endroit que ce soit. Des jeux allant jusqu’à 12 mm ont été soudés avec succès lors des essais de soudage. Par rapport au soudage traditionnel à l’arc en court-circuit, MAX Cool produit moins de projections dans de nombreuses applications.
Soudage en passe de racine efficace et flexible
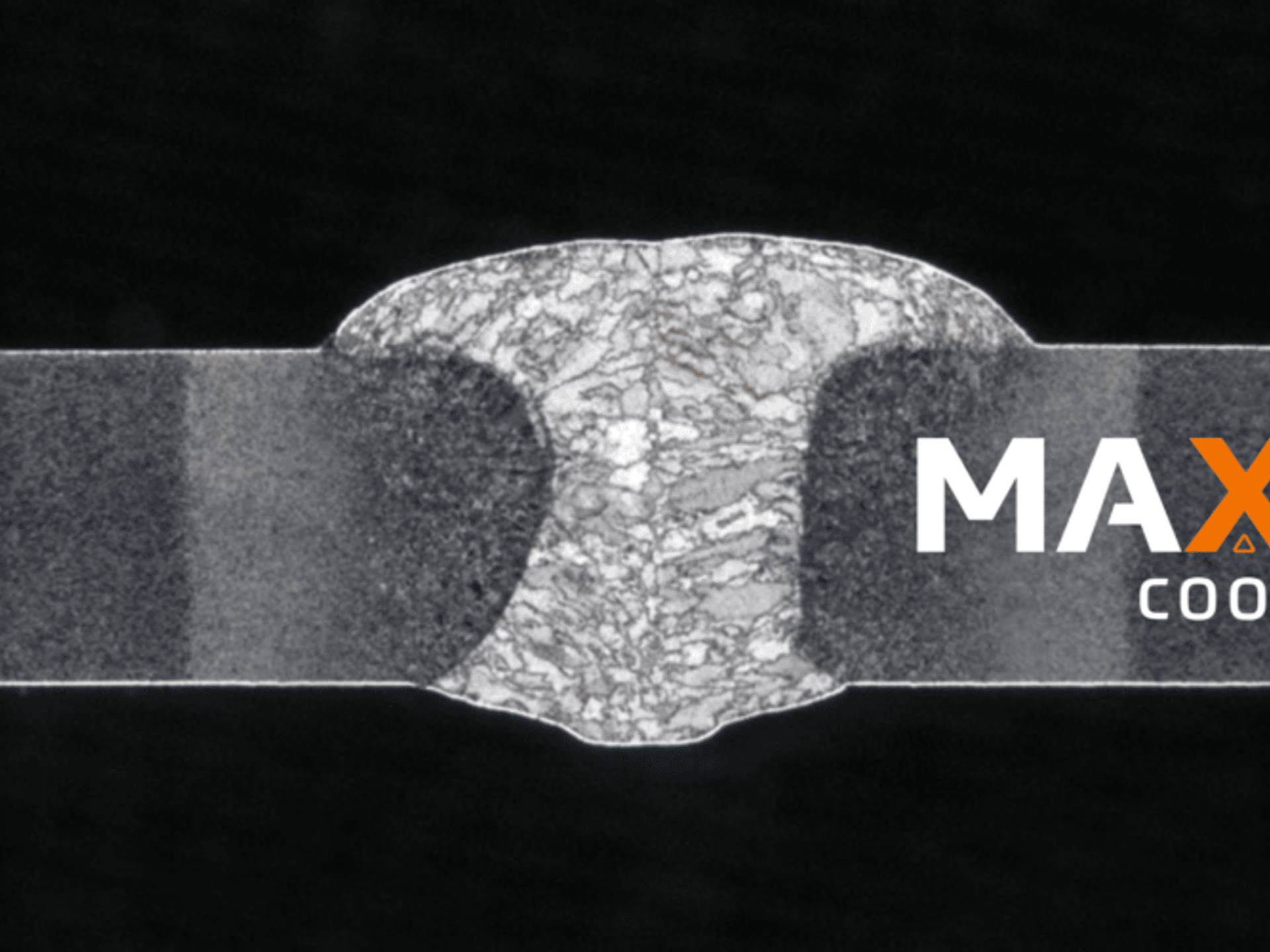
MAX Cool peut être utilisé pour souder une grande variété d’applications de passes de racine. Les types de joints les plus courants sont les joints en I et en V. En général, la rainure en I peut être soudée jusqu’à une épaisseur de matériau de 3-4 mm en une seule passe (figure 2). Le joint en V est utilisé pour les matériaux plus épais. Le bain de fusion est si contrôlable qu’il est possible de souder en une seule passe avec différents jeux grâce au faible apport de chaleur. Le jeu minimum peut être de 1 à 2 mm et il n’y a pas de limite supérieure. Le balayage doit être utilisé pour les jeux plus importants. Le réglage 0 du réglage de la hauteur d’arc du processus est optimisé pour le soudage de passe de racine. En général, l’utilisateur n’a besoin de régler que l’avance-fil.
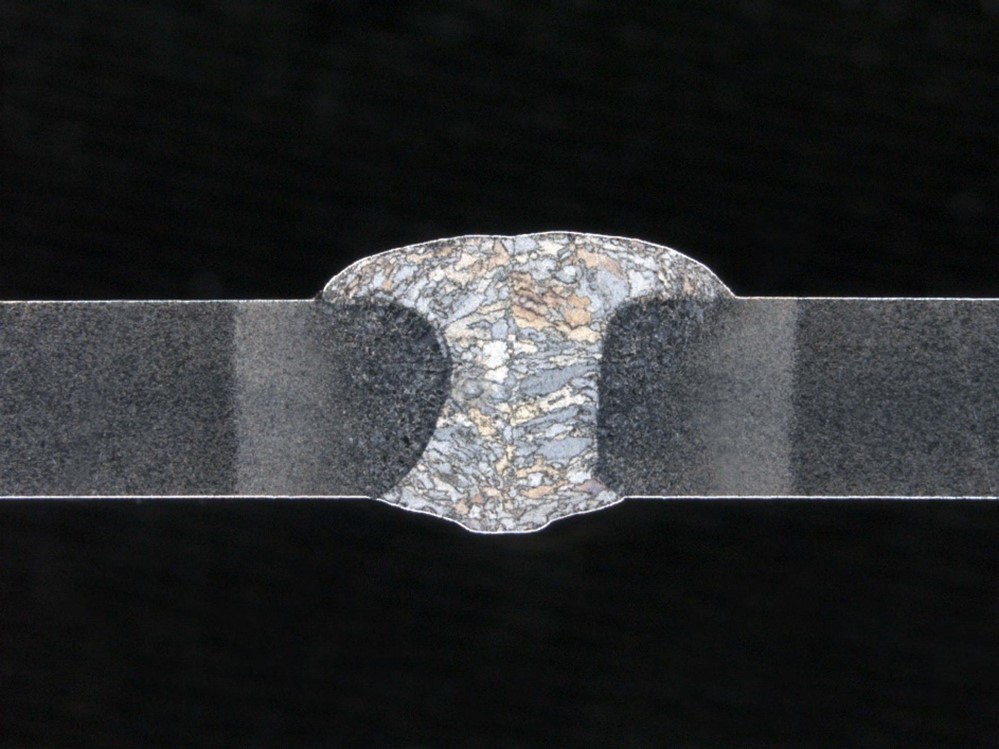
Figure 2. Soudure bout à bout en pleine pénétration en une passe sans renforcement de la racine (joint en I). Matériau de base 3mm S 355. Métal d’apport 1.2mm OK Autrod 12.51. Gaz de protection Ar + 18% CO2
Contrairement au soudage traditionnel à l’arc en court-circuit, MAX Cool permet de souder des passes de racine de haut en bas (position de soudage PG) sans risque de défauts de soudage. Il s’agit généralement de la position de soudage la plus efficace. Cependant, avec Max Cool, toutes les autres positions sont possibles grâce au bon contrôle du bain de fusion. Le soudage traditionnel à l’arc en court-circuit nécessite généralement de souder de bas en haut (position de soudage PF), ce qui entraîne une progression lente. C’est pourquoi le soudage à la racine est beaucoup plus efficace avec MAX Cool. Par rapport au soudage MAG pulsé, le principal avantage du MAX Cool est qu’il n’est pas nécessaire de renforcer la racine. La productivité globale du soudage traditionnel à la racine (c’est-à-dire le soudage TIG) est très faible. En comparaison, MAX Cool est un choix très efficace. Contrairement à certains procédés de soudage à l’arc en court-circuit contrôlés, MAX Cool ne nécessite pas de câble de retour de tension séparé fixé à la pièce à souder.
Accordement de haute qualité de tôles fines par soudage et brasure
MAX Cool est également idéal pour le soudage de tôles fines grâce à son apport de chaleur réduit. Les applications de soudage de tôles fines les plus intéressantes sont les soudures de recouvrement, les soudures d’angle (figure 3) et les soudures bout à bout, car il est possible d’obtenir une bonne forme de passe avec un apport de chaleur très faible. Par exemple, l’obtention d’une bonne forme de passe peut nécessiter un apport de chaleur plus important dans les soudures d’angle, auquel cas le réglage de la hauteur d’arc du MAX Cool peut être utilisé. En outre, MAX Cool est idéal pour les applications de tôles fines dans lesquelles les jeux ont été créés pour une raison ou une autre. Max Cool est un produit de qualité supérieure.
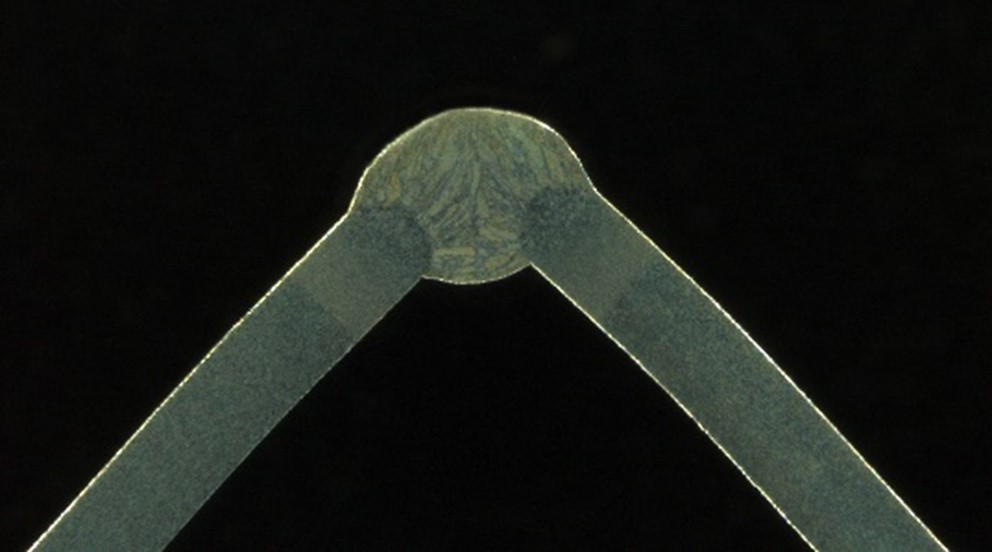
Figure 3. Soudure d’angle. Matériau de base 1mm S 355. Métal d’apport 1.0mm OK Autrod 12.51. Gaz de protection Ar + 18% CO2.
D’après les essais de soudage, l’apport de chaleur du procédé MAX Cool avec la même vitesse de fil est généralement inférieur de 15 à 20 % à celui d’un soudage traditionnel à l’arc en court-circuit et de 30 % à celui d’un soudage MAG pulsé. C’est pourquoi il est beaucoup plus facile d’éviter ou de réduire les déformations pendant le soudage. En particulier lors du soudage de pièces plus grandes, les déformations sont plus visibles, ce qui peut faciliter la fabrication du produit final. Cette méthode permet de réduire le nombre de déformations.
MAX Cool est également conçu pour fonctionner comme un processus de brasage MIG avec des matériaux d’apport CuSi3 et CuAl8. Le brasage MIG est particulièrement utilisé pour assembler des tôles fines galvanisées, car cette méthode ne brûle pas la couche de zinc à la surface des pièces (figure 4). MAX Cool peut être utilisé pour une large gamme d’applications de brasage MIG de tôles fines, similaires aux applications de soudage de tôles fines mentionnées ci-dessus. Les seules différences significatives sont que le brasage MIG utilise généralement des vitesses de déplacement plus élevées et que le gaz de protection est de l’argon pur.
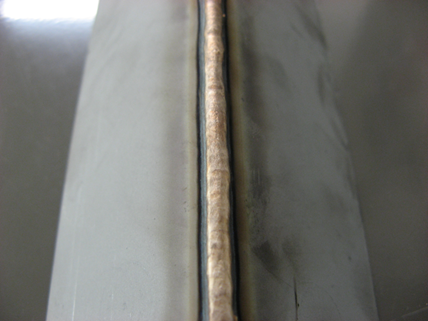
Figure 4. Soudure d’angle en MIG. Matériau de base : acier de construction galvanisé de 1 mm. Métal d’apport 1,0 mm CuSi3. Gaz de protection : argon pur
Résumé
Le procédé de soudage à l’arc en court-circuit MAX Cool utilise un contrôle précis du courant de soudage et un apport de chaleur réduit. Ses caractéristiques de soudage sont conçues pour répondre aux exigences du soudage à la racine et du soudage de tôles fines. L’apport de chaleur réduit permet de contrôler facilement le bain de fusion dans la passe de racine, dans différentes positions et avec des jeux variables. Même les tôles les plus fines peuvent être soudées et brasées en MIG avec un risque de déformations considérablement réduit par rapport aux procédés MIG/MAG plus traditionnels. Contrairement à de nombreux autres procédés de soudage à l’arc en court-circuit contrôlé, MAX Cool est également disponible pour les machines de soudage compactes (Master M 355 & 358) et portables (Master M 323).
En savoir plus sur MAX Cool >>> kemppi.com

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Produits connexes

Famille de produits
MAX Cool réduit l'apport de chaleur jusqu'à 32 %, améliorant le contrôle lorsque des températures excessives ont un impact négatif sur le bain de soudure.
Plus d'articles de blog

Welding value with digitalization
Did you know, that a large oil rig may involve more than 100 000 welds? Or that building an oil rig employs dozens of contractors in the most demanding working conditions?
Numérisation

Le procédé double pulse rend le soudage TIG plus efficace, même avec des matériaux exigeants
Le soudage TIG est un procédé de soudage couramment utilisé pour les métaux considérés comme difficiles à souder, tels que le titane. Il s’agit de la méthode la plus simple et la plus sûre pour obtenir une qualité élevée avec de faibles investissements en équipement. Cependant, le nombre de passes de soudure nécessaires rend le soudage TIG lent et exigeant, et la productivité en souffre. La fonction double pulse du nouveau MasterTig de Kemppi a été développée pour rendre le soudage TIG plus efficace.
L'innovation

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
L'ABC du soudage

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatisation du soudage

Minarc T 223 ACDC : test pratique réalisé par des soudeurs professionnels
Lorsqu'il s'agit de matériel de soudage, les performances réelles comptent. Trois soudeurs professionnels ont mis le Minarc T 223 ACDC de Kemppi à l'épreuve.
Soudage manuel, Les personnes

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sécurité
