ABC della saldatura
Tipologie di arco nella saldatura MIG/MAG
10 gennaio 2023
Nella saldatura MIG/MAG, la modalità di trasferimento del materiale tra il filo di apporto e il bagno di saldatura cambia in base alla corrente di saldatura.
Jani Kumpulainen
La modalità di trasferimento dell’arco viene selezionata in base alla posizione di saldatura, al materiale di base e allo spessore del materiale:
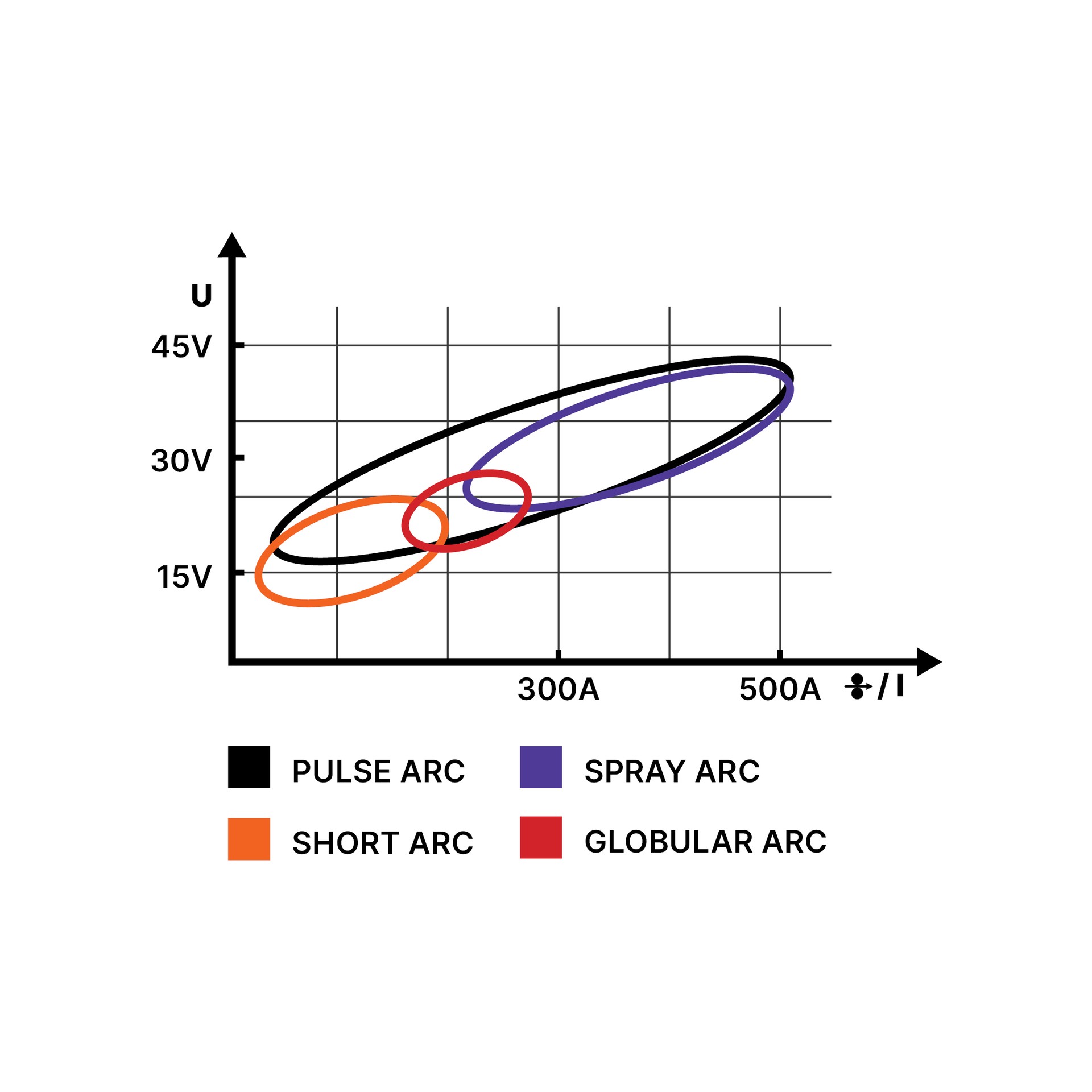
1. Saldatura Short-arc, 2. Saldatura Globulare, 3. Saldatura Spray-arc, 4. Saldatura Pulsata
Saldatura Short-arc
La saldatura short arc o arco corto avviene con un basso apporto di calore quando i parametri di saldatura sono 50-180 A e 15-23 V. Il contatto tra il materiale d’apporto e il pezzo da saldare provoca un cortocircuito. Di conseguenza, la punta del filo d’apporto si riscalda e una goccia viene trasferita al bagno di saldatura. Il numero di cortocircuiti al secondo è compreso tra 20 e 200, a seconda dei parametri di saldatura e delle dimensioni del filo d’apporto.
Video 1 tulee tähän
Saldatura globulare
La saldatura ad arco globulare è considerata una fase intermedia tra la saldatura ad arco corto e la saldatura ad Spray-arc. In questo modalità, i parametri sono 180-260 A e 23-28 V. Nella saldatura ad arco globulare, per trasferire il materiale d’apporto si utilizzano sia il trasferimento in cortocircuito sia il trasferimento Spray senza cortocircuito. Le grandi gocce che si formano durante il trasferimento del materiale d’apporto causano spruzzi eccessivi. Di solito, si adottano misure per evitare l’arco globulare.
Video 2 tulee tähän
Saldatura Spray-arc
La saldatura ad Spray-arc avviene con un elevato apporto di calore quando i parametri di saldatura superano i 260 A e i 28 V. Nella saldatura ad Spray-arc, il materiale d’apporto si trasferisce al bagno di saldatura sotto forma di spruzzo senza cortocircuito. L’alta tensione dell’arco fonde la goccia prima che si verifichi un cortocircuito. Nella saldatura ad Sray-arc, la produzione di materiale d’apporto è elevata e non ci sono spruzzi, ma il metodo non è adatto alla saldatura in posizione.
Video 3 tulee tähän
Saldatura Pulsata
La gamma di saldatura ad impulsi copre tutti gli intervalli di potenza, da basso ad alto. Nella saldatura ad impulsi, il trasferimento del materiale avviene senza cortocircuito. La macchina produce invece una corrente pulsata e ogni impulso genera una singola goccia di materiale d’apporto. La saldatura a impulsi è un metodo versatile e adatto a un’ampia gamma di metalli.
Video 4 tulee tähän
Processi MIG/MAG Kemppi
Una panoramica di tutti i processi MIG/MAG Kemppi e una descrizione del tipo di arco utilizzato.
MIG manuale
Una modalità di controllo di base a 2 manopole che funziona con arco corto, arco globulare e spray.
1-MIG
L’1-MIG è un processo di saldatura sinergico che funziona con arco corto, arco globulare e spray-arc.
Con 1-MIG, è possibile utilizzare le funzioni di saldatura WiseFusion, WisePenetration+ e WiseSteel. WiseFusion regola la tensione dell’arco in modo adattivo in tutti i tipi di arco per mantenere la lunghezza d’arco corta ottimale. WisePenetration+ assicura una corrente costante anche in caso di lunghezze di stick-out variabili.
L’arco globulare è un tipo di arco che nella saldatura MAG dovrebbe essere normalmente evitato. Nel processo WiseSteel, la velocità di avanzamento del filo varia a una frequenza di circa 2 Hz tra i valori dell’arco corto e dell’arco spray. Questo approccio garantisce che la potenza media rimanga nell’intervallo dell’arco globulare mentre la saldatura avviene con archi corti e spray per brevi periodi. La gamma di archi globulari del processo WiseSteel è di circa 200 ampere su entrambi i lati ed è adatta a spessori di lamiera compresi tra 4 e 5 mm.
Nella fase di spray arc, la corrente di saldatura pulsa a una frequenza di circa 200-300 Hz, migliorando l’allineamento e la stabilità dell’arco anche a basse tensioni. Quando si punta a velocità di saldatura elevate e a un basso apporto di calore, una buona focalizzazione dell’arco e una bassa tensione (= lunghezza d’arco corto) sono fondamentali. Lo Spray-arc del processo WiseSteel parte da circa 250 ampere. È adatto per la saldatura orizzontale in posizione piana di piastre di acciaio con uno spessore di 5 mm o più.
Pulsato (pulse) e Doppio Pulsato (Dpulse)
Pulse e Dpulse sono processi di saldatura sinergici che operano nell’area dell’arco a impulsi. Con Pulse è possibile utilizzare le funzioni di saldatura WiseFusion e WisePenetration+. Con DPulse è possibile utilizzare la funzione di saldatura WiseFusion.
WiseRoot+ e WiseThin+
WiseRoot+ e WiseThin+ sono processi di saldatura sinergici che operano nell’area dell’arco corto. WiseRoot+ è ottimizzato per la saldatura in passata di radice con materiali in acciaio e acciaio inossidabile. WiseThin+ è ottimizzato per la saldatura di lamiere sottili su acciaio al carbonio e acciaio inossidabile, nonché per la brasatura MIG.
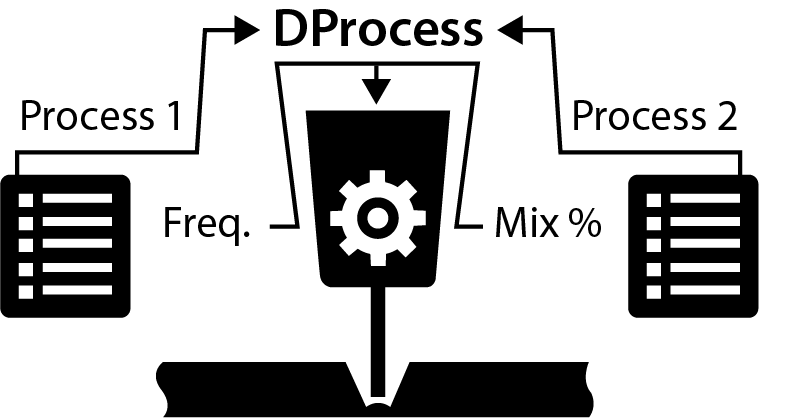
DProcess
È possibile alternare due diversi processi di saldatura e livelli di potenza. È possibile utilizzare 1-MIG, Pulse, WiseRoot+ e WiseThin+.
MAX Speed
MAX Speed è un processo di saldatura sinergico che opera nella zona dello spray arc. È ottimale per saldare giunti di acciaio al carbonio e acciaio inossidabile con spessori di lamiera di 3-8 mm. Utilizza impulsi ad alta frequenza e bassa ampiezza d’arco e il risultato dello stesso è un arco corto e denso di energia.
MAX Cool
MAX Cool è un processo di saldatura sinergico che opera nella zona dell’arco corto. È ottimizzato per la saldatura di passate in radice e di lamiere sottili con materiali in acciaio e acciaio inossidabile, nonché per la brasatura MIG.
MAX Position
MAX Position è un processo di saldatura sinergico ottimizzato per saldature di giunti verticali con spessori di lamiera di 4-12 mm. Si alternano cicli ad alta e bassa potenza di saldatura e la modalità di trasferimento dell’arco è sempre ad arco pulsato per la saldatura di acciaio inossidabile e alluminio. Per la saldatura dell’acciaio al carbonio, la bassa potenza di saldatura è ad arco corto e l’alta potenza è ad arco pulsato.
Scopri di più sui processi speciali Kemppi Wise e MAX special processes >>>

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Prodotti correlati

Famiglia di prodotti
La saldatrice modulare multi-processo a 360 gradi si concentra principalmente sulla saldatura MIG/MAG ad alte prestazioni. X5 FastMig offre opzioni di configurazione per la saldatura manuale, sinergica e a impulso. Una vasta gamma di accessori consente di realizzare i processi di produzione con flessibilità ed efficienza.

Famiglia di prodotti
La X3 FastMig offre una saldatura MIG/MAG industriale di alta qualità con un funzionamento semplice e un'interfaccia utente estremamente facile. La sorgente di alimentazione sinergica eroga 420 A e quella ad impulsi 450 A con un ciclo di lavoro del 60%.

Famiglia di prodotti
Master M 205 e Master M 323 stabiliscono nuovi standard di potenza e prestazioni in una saldatrice MIG portatile. Con un design compatto e leggero, facile da trasportare, scoprirai i vantaggi di una saldatrice MIG portatile che può essere spostata ovunque sia necessario.
Altri articoli del blog

WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
L'innovazione

The best way to eliminate spatters
When it comes to welding gun performance, cooler is definitely better. But is there an optimal temperature for a water-cooled welding gun? And how do you keep the gas nozzle and contact tip spatter-free? Let's find out by answering a few questions.
ABC della saldatura
Understanding and preventing common welding defects
Welding demands precision, but even skilled welders can encounter defects. Understanding common welding issues is critical to ensure high-quality results. Here are some frequent welding defects and how to avoid them.
ABC della saldatura

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automazione della saldatura

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Saldatura manuale, Persone

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sicurezza
