
Innovatie
WiseSteel – Quality and Productivity for MAG Welding of Structural Steel
5 september 2021
Welding equipment faces raised expectations due to more demanding base materials. In the welding of stronger steel grades, Kemppi has optimized arc control as a practical solution. WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
Jani Kumpulainen
Structural steel uses carbon steel and is chiefly meant for load-bearing structures. Typical applications include load-bearing structures in buildings and bridges and the frames of various vehicles. The trend in vehicle manufacturing, in particular, has for quite some time focused on lightening structures and improving energy efficiency. This development has made manufacturers use thinner but stronger steel. There is now a wide range of structural steel in different strength classes on the market.
Heat input matters
When welding stronger steel grades, heat input becomes a key issue in preserving the steel’s mechanical properties in both the weld and heat-affected zone (HAZ) areas. When the heat input is too high, the heat-affected zone of the steel softens, which in turn reduces the steel's static strength.
For example, SSAB's Strenx® product family includes structural steels with strength grades between 700 and 1300 MPa. Figure 1 shows the maximum permissible heat inputs for different plate thicknesses of steels in SSAB's Strenx® product family when preheating before welding is not used. The figure illustrates that the heat input must not exceed 0.5 kJ/mm for the strongest grades and thinnest plates.
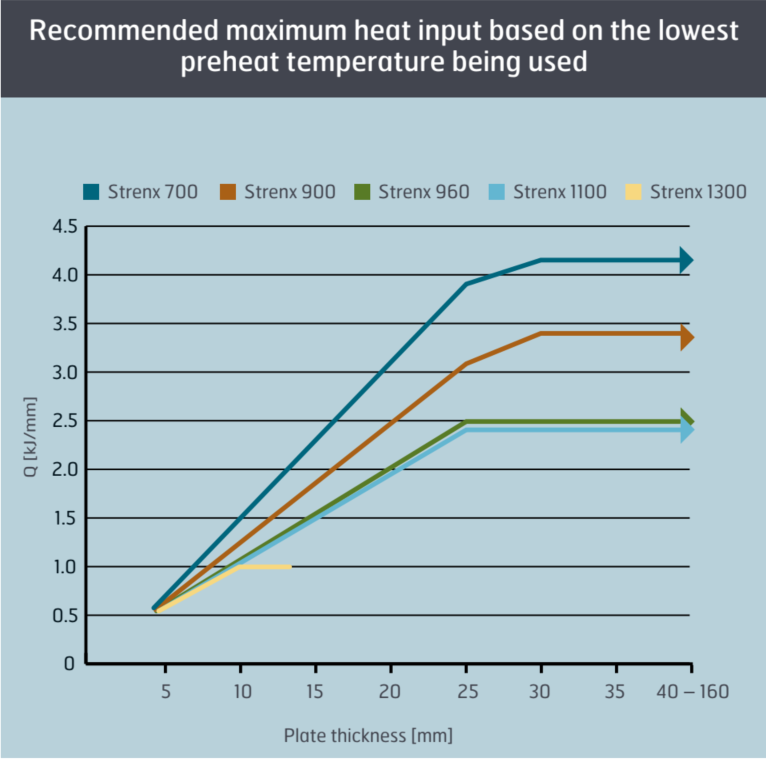
Figure 1. Maximum recommended heat inputs for SSAB Strenx® structural steel for different strength grades and plate thicknesses when preheating prior to welding.
The solution lies in arc control
Today's increasingly demanding structural steels place heavy requirements on welding equipment. With over 70 years of experience in developing arc welding technology, Kemppi has created practical solutions that involve arc control. The currents of modern, digitally-controlled welding inverters can be controlled very precisely and quickly at different stages of the welding process.
WiseSteel is a MAG welding process developed by Kemppi for welding structural steel. The process can be used to weld solid mild steel and metal cored filler wires of different strength grades using Ar + 8-18% CO2 shielding gas.
Kemppi’s welding laboratory began to develop the WiseSteel welding process by aiming to improve every arc type for traditional MAG welding, which would also improve the quality and productivity of structural steel welding for different plate thicknesses. The process can reduce the risk of welding defects at high welding speeds. It also enables the use of the low heat input required for stronger steel grades.
In the short-arc range, the WiseSteel process measures the short-circuit frequency and adjusts the voltage adaptively. If the short-circuit frequency begins to slow down, for example, the voltage is adaptively set lower, which in turn causes the frequency to increase.
Welders use their sight and hearing to determine the short-circuit frequency while short-arc welding. At the correct voltage level for a short-arc, the short-circuit frequency is high enough and the welder sees a well-focused arc and hears a tight buzz without interference. The short arc range of the WiseSteel process can be used for 1–3 mm thin sheets as well as for thicker plates in root pass and position welding.
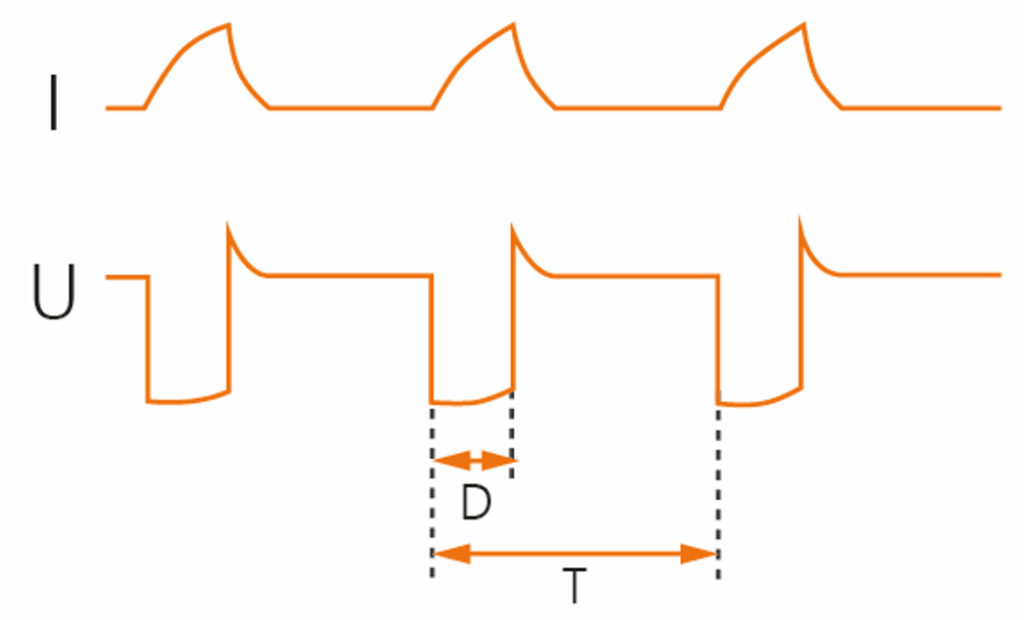
Figure 2. The WiseSteel process measures the short-circuit frequency and adjusts the voltage adaptively.
Globular arc is a spattering arc type in MAG welding and should normally be avoided. In the WiseSteel process, the wire feed speed is varied at a frequency of about 2 Hz between the short arc and spray arc values. This approach ensures that the average power remains in the globular arc range while the welding occurs with short and spray arcs for short periods. The globular arc range of the WiseSteel process is about 200 amperes on both sides and is suitable for plate thicknesses of 4 to 5 mm.
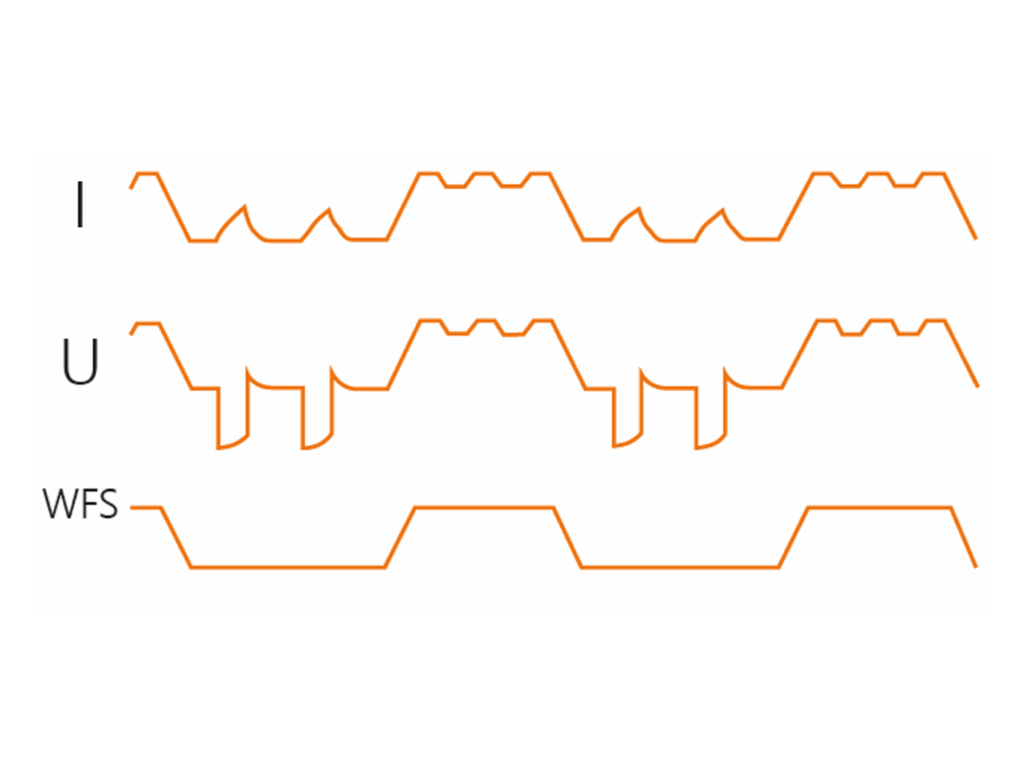
Figure 3. In the globular arc range, the WiseSteel process varies the wire feed speed (WFS).

Figure 4. In the globular arc range of the WiseSteel process, short and spray arc welding alternate. This creates a scaly pattern on the weld surface.
In the spray arc range, the welding current pulses at a frequency of about 200 to 300 Hz, which improves arc alignment and stability even at low arc voltages. When striving for high welding speeds and low heat input, good arc focusing and low arc voltage (= short arc length) are key. The spray arc range of the WiseSteel process starts at about 250 amperes. It is suitable for horizontal-vertical and flat position welding of steel plates with a thickness of 5 mm or more.
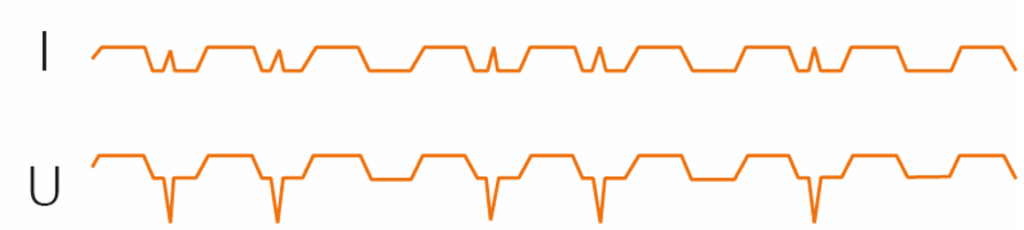
Figure 5. Micropulsing for the WiseSteel process’ spray arc range. The sharp peaks in current and voltage illustrate the short circuits caused by the short arc length.
Faster welding with low heat input
Kemppi's welding laboratory has conducted various welding tests with the WiseSteel process. The examples below show two fillet welds in more detail. The test materials were S355 structural steel, G3Si1 (ER70S-6) 1.2 mm solid wire and Ar + 18% CO2 shielding gas. For the 6 mm thick plate, the goal was an effective throat thickness of 4 mm with good quality and productivity. For the slightly thinner, 5 mm thick material, the aim was to weld an effective throat thickness of 3 mm at the highest possible welding speed.
Figure 6 shows a horizontal-vertical weld with a plate thickness of 6 mm. Welding parameters used:
Wire feed speed: 11 m/min
Welding current: 330 A
Arc voltage: 28.8 V
Welding speed: 600 mm/min
Heat input: 0.76 kJ/mm
Effective throat thickness: 4.36 mm
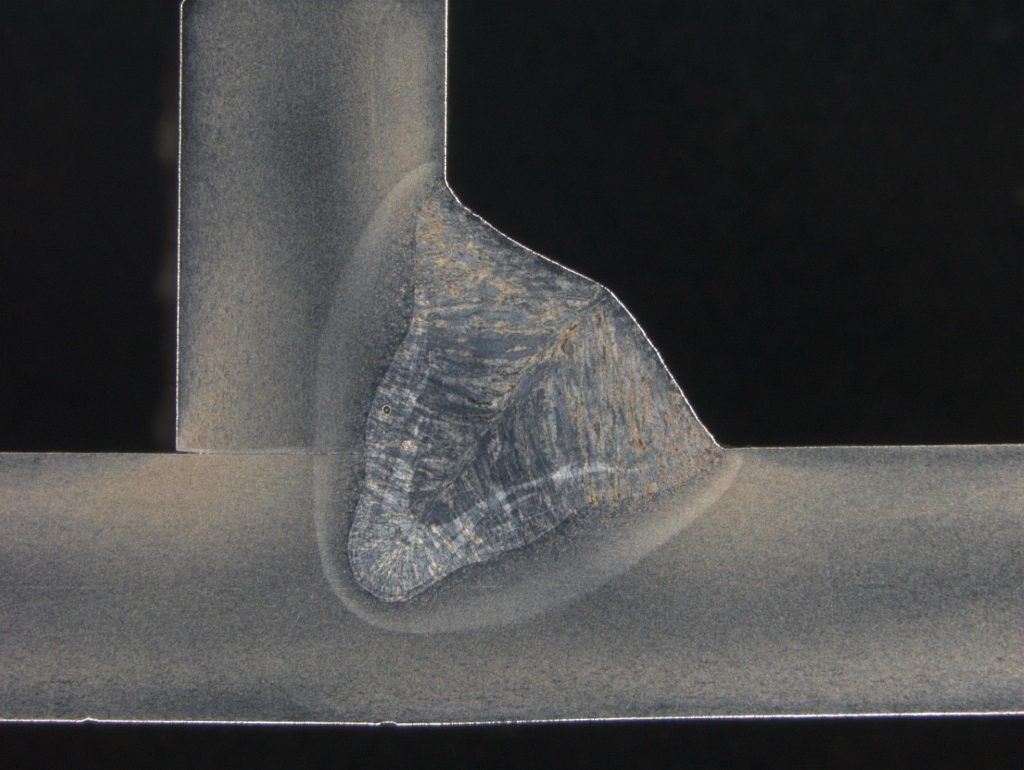
Figure 6. Horizontal-vertical weld using the WiseSteel process spray arc values for a 6 mm thick plate.
Figure 7 shows test welds for the comparison of different MAG welding processes, welded to a 5 mm thick plate. The goal was to weld an effective throat thickness of 3 mm using the WiseSteel process at the highest possible welding speed without welding defects. When welding at high welding speeds, the arc must have a good focusing. In practice, this means a short arc and thereby a low arc voltage. This is why the arc voltage was set to be the same for all processes in the comparative tests. Welding parameters used:
Wire feed speed: 12 m/min
Welding current: 370 A
Arc voltage: 28.7 V
Welding speed: 1100 mm/min
Heat input: 0.46 kJ/mm
When welding at high welding speeds, the risk of undercuts increases, which is apparent at points A and B in Figure 7. Another typical mistake when welding at high speed and low heat input is excessive convexity. With regards to excessive convexity, all the welds in Figure 7 meet the requirements of EN ISO 5817 Class B. However, differences can be seen when looking at the effective throat thicknesses:
Synergic spray arc MAG: throat thickness 2.99 mm
Pulsed MAG: throat thickness 3.07 mm
WiseSteel: throat thickness 3.23 mm

Figure 7. A) Synergic MAG B) Pulse MAG C) WiseSteel
This means a high weld cap reduces the effective throat thickness even if the deposition rate is the same.
Modern welding equipment makes quality control easier
WiseSteel is available in Kemppi's industrial welding systems: X5 FastMig and X8 MIG Welder. These systems also make the calculation of heat input easier. The equipment measures the arc voltage directly from the contact tip to avoid voltage losses and is also able to determine the welding speed when the welder enters the length of the weld after welding is completed. This function makes it easier to fill in welding procedure test reports, for example, because the necessary information on welding parameters, welding speed, and heat input is visible on the welding machine's control panel display after welding.
Originally published in the magazine Teräsrakenne (Constructional Steelwork) 4/2020

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Gerelateerde producten

Productfamilie
Een lasfunctie die speciaal is ontwikkeld om de uitdagingen van het globulaire overgangsgebied aan te pakken. WiseSteel combineert kortsluitboogovergangen met druppelovergangen, wat resulteert in hoogwaardige lassen met een regelmatig en gelijkmatig vissenschubpatroon.

Productfamilie
360-graden modulair multiproceslasapparaat richt zich primair op hoogwaardig MIG/MAG-lassen. X5 FastMig biedt instellingsopties voor handmatig, synergisch en pulslassen. Een breed assortiment accessoires biedt lasproductieprocessen flexibiliteit en efficiëntie.
Meer blogberichten

Calculation of heat input in MIG/MAG welding
The new welding procedure test standard, EN-ISO 15614-1:2017, provides recommendations for the measurement and calculation of heat input. In concrete terms, what does this mean for MIG/MAG welding? And how can workshops carry out these calculations in practice?
ABC van het lassen

How Ready Are We for Green Steel?
The steel industry is without a doubt one of the highest CO2-emitting industries and its effects on the environment raise concerns. High-strength and “green” steel can offer both environmental and financial benefits for manufacturers that contribute to sustainable development. But how ready are we to commit to it?
Innovatie

Behind the scenes: The development of X8 MIG Welder
Creating a new product for industrial users is both a long journey and exciting adventure. In his LinkedIn Pulse post, Kemppi's User Experience Manager Jussi Kapanen recalls the beginning of an ambitious R&D project, when the team was tasked with the target of creating the best MIG welding system in the world, to be loved by users in 2017.
Innovatie

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Handmatig lassen, Mensen

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Veiligheid

Kemppi’s Cobot Solution: Practical automation for modern welding needs
The welding industry is under constant pressure to improve productivity, maintain high quality, and address a growing shortage of skilled labor. Collaborative robots, or cobots, provide a flexible and efficient way to automate welding tasks without fully replacing the human operator. Kemppi’s cobot solution stands out with its unique approach: a practical, cost-effective combination of proven hand-welding technology and smart integration tools.
Lasautomatisering
