Svetsning ABC
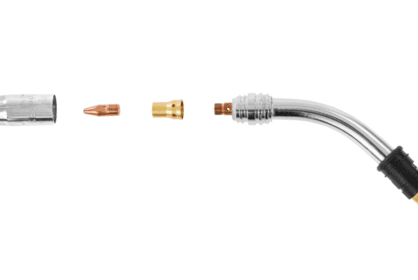
Choosing the right gas nozzle length for MIG (GMAW) welding
7 november 2023
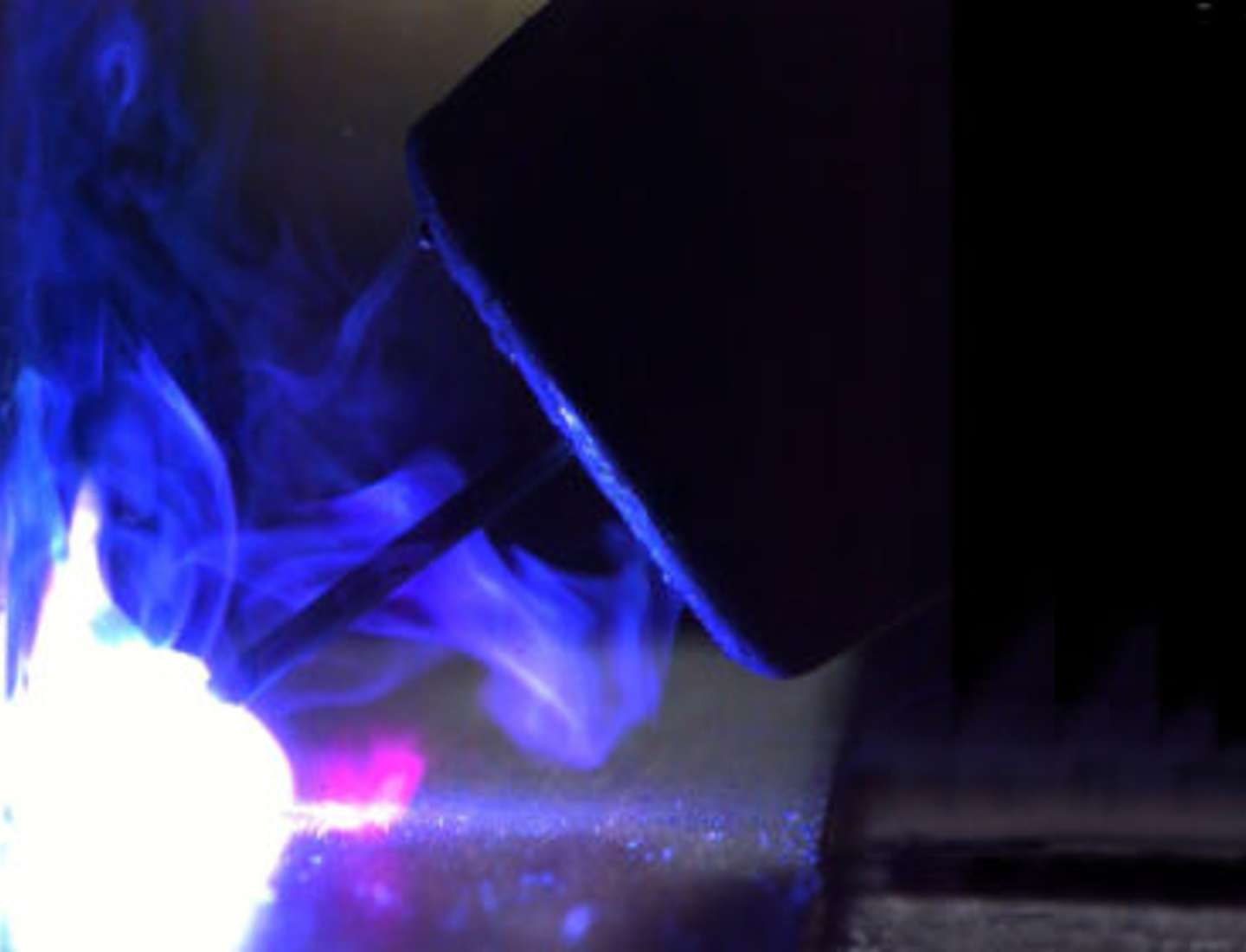
Gas nozzle length is an important feature in a MIG welding torch because nozzle length has an effect in contact tip heat load, contact tip spatter protection and welding current.
Visa-Valtteri Monto

Visa-Valtteri Monto
Visa-Valtteri Monto
Welding Engineer, Kemppi Torches & Aftermarket. International Welding Engineer (IWE), who has experience in developing welding characteristics of GMAW welding machines and GMAW welding torches. Has been working with welding torch development and troubleshooting since 2019. Interested in helping out customers thrive by making Kemppi products even better.
Relaterade produkter

Produktfamilj
Flexlite GXe MIG/MAG-svetspistoler är framtagna för att möta kraven från professionella svetsare som behöver tillförlitlighet, precision och hållbarhet i varje svets. Flexlite GXe är utformad för krävande svetsuppgifter och ger utmärkt kontroll, precision och komfort – dag efter dag, svets efter svets.

Produktfamilj
Flexlite GX-produktserien innehåller svetspistoler för MIG/MAG-svetsning. Alla Flexlite GX-svetspistolerna har de speciella Flexlite-funktionerna som ger dig användarkomfort, svetseffektivitet och längre livslängd för slitdelar. Det stora urvalet av svetspistoler i GX-familjen gör det enkelt att hitta svetspistoler för alla behov.
Fler blogginlägg
The heat resistance of the HD welding gun makes a welder's work more efficient
When the workload gets heavy and the days get longer, both welders and their welding guns heat up. Emotions can be cooled down with a cup of coffee, but the welding gun only cools down by taking regular breaks. To keep these breaks as short as possible, optimizing the thermal conductivity and heat resistance of the welding gun are important in daily work.
Manuell svetsning
MIG/MAG welding arc types
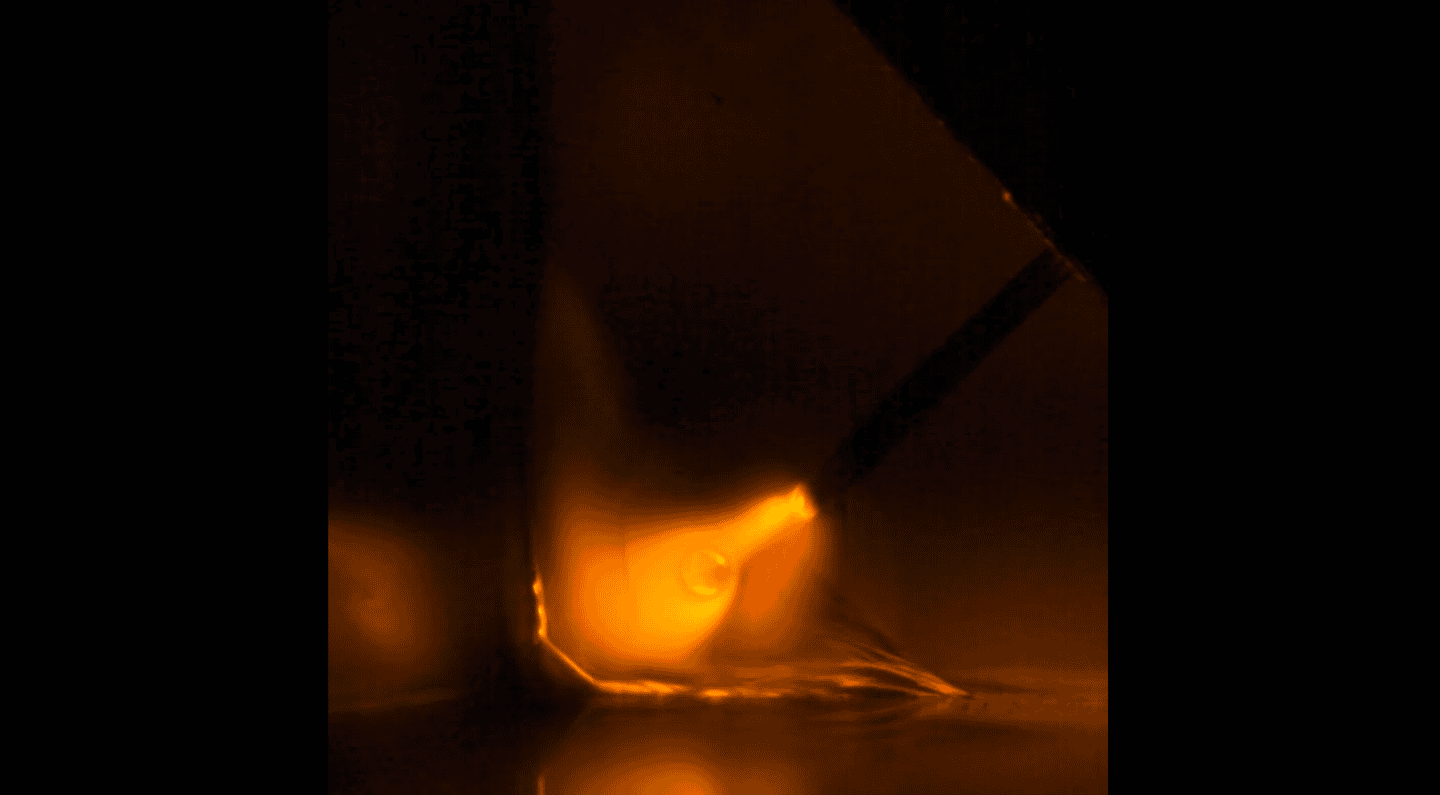
In MIG/MAG welding, the mode of material transfer between the filler wire and the weld pool changes in line with the welding current.
Svetsning ABC
The best way to eliminate spatters
When it comes to welding gun performance, cooler is definitely better. But is there an optimal temperature for a water-cooled welding gun? And how do you keep the gas nozzle and contact tip spatter-free? Let's find out by answering a few questions.
Svetsning ABC

Eurosatory 2026 And the Future of Defence Manufacturing
Eurosatory 2026 highlighted a clear shift in modern defence manufacturing. While defence systems are becoming more digital, networked, and autonomous, their foundation remains physical. From armoured vehicles and artillery to industrial resilience, welding quality, steel structures, and production discipline remain paramount to defence readiness.
Digitalisering, Innovation

What Built to Last Really Means in Defence and Marine Welding
Critical defence and military vessels and marine structures are built for decades of demanding service. This article explores what 'built to last' means in welding, from harsh-condition reliability and repeatable weld quality to traceability across long vessel lifecycles.
Innovation, Digitalisering

How Kemppi Supports Defence Shipyard Welding from Steel to Aluminium
Kemppi X5 FastMig supports reliable MIG/MAG welding, controlled heat input, traceability, and repeatable weld quality across steel, aluminium, and challenging production conditions.
