
Schweiß-ABC
Das E-Hand-Schweißen kann von gepulstem Schweißstrom profitieren
4. August 2021
Da deutlich produktivere Verfahren wie das MIG/MAG-Schweißen in der Schweißbranche zunehmend an Bedeutung gewinnen, ist die Rolle des Elektrodenschweißens (E-Hand) in den letzten Jahrzehnten kleiner geworden. Aus diesem Grund haben sich die meisten Hersteller von Schweißgeräten auf das MIG/MAG-Schweißen statt auf das E-Hand-Schweißen konzentriert und neue Funktionen eingeführt, die durch neue Stromquellentechnologien möglich wurden.
Antti Kahri
Das gepulste MIG/MAG-Schweißen ist zum Beispiel schon seit einigen Jahrzehnten weit verbreitet, während es unter den E-Hand-Schweißmaschinen nur wenige Geräte mit gepulstem Schweißstrom gibt. Kemppi hat eine neue, einfach zu bedienende Pulsfunktion für seine E-Hand-Schweißmaschine Master 315 entwickelt. Diese Pulsfunktion kann bei verschiedenen E-Hand-Schweißanwendungen ausgiebig genutzt werden.
Das Prinzip des gepulsten E-Hand-Schweißens
Beim gepulsten E-Hand-Schweißen wechselt der Schweißstrom mit einer vom Anwender gewählten Frequenz zwischen zwei Leveln. Hinter der Wahl der zwei Stromlevel stand der Gedanke, dass beide Level normalerweise innerhalb des optimalen Betriebsbereichs der Elektrode bleiben, wenn für die durchschnittliche Stromstärke ein Wert nahe der Mitte des Betriebsbereichs eingestellt wird. In der Praxis bedeutet dies, dass das untere Stromlevel auf 70 % des höheren Stromlevels festgelegt ist und die Anwender das Verhältnis nicht steuern müssen. Um den Anpassungsvorgang weiter zu vereinfachen, wird auch für das Verhältnis der Dauer dieser Stromlevel ein fester Wert eingestellt. Das höhere Stromlevel hält für 40 % des gesamten Zyklus an.
Das Funktionsprinzip ist ansonsten identisch mit dem des konventionellen E-Hand-Schweißens, jedoch variieren zusätzlich die Stromlevel. Abbildung 1 veranschaulicht das Prinzip des gepulsten E-Hand-Schweißens.
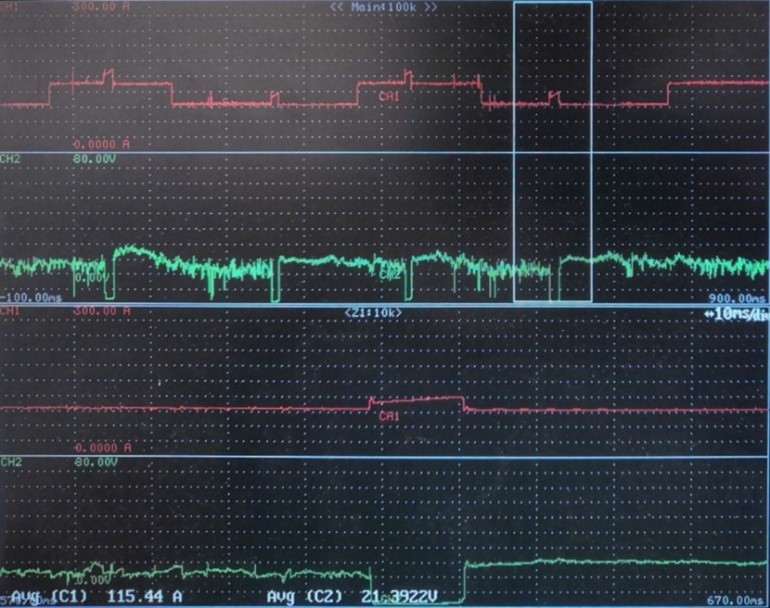
Abbildung 1. Verhalten von Schweißstrom (rot) und Lichtbogenspannung (grün) beim gepulsten E-Hand-Schweißen mit einer 3,2 mm starken basischen Elektrode bei einer durchschnittlichen Stromstärke von 115 A und einer Frequenz von 2,5 Hz. Das obere Pulslevel beträgt 140 A und das untere 98 A. Die unteren Kurven sind eine Vergrößerung des eingerahmten Bereichs der oberen Kurven und zeigen das Verhalten bei einem Kurzschluss.
Auf der grafischen Benutzeroberfläche der Master 315 werden die Pulsfunktion beim E-Hand-Schweißen und ihre wichtigsten Parameter wie in Abbildung 2 veranschaulicht auf einem Bildschirm deutlich angezeigt. Anwender können die Parameter durch Drehen des Knopfs auf dem Bedienpanel anpassen. Es gibt nur zwei einstellbare Parameter: Schweißstrom und Pulsfrequenz. Die übrigen Parameter werden nur zur Information des Anwenders angezeigt. Das Prinzip des oben beschriebenen Verfahrens wird dem Anwender anhand von Grafiken verdeutlicht.
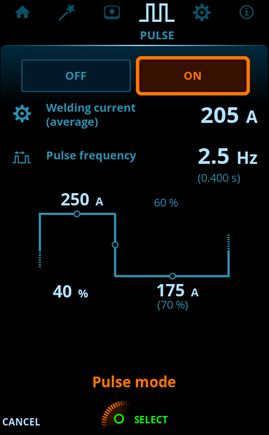
Abbildung 2. Ansicht des gepulsten Prozesses beim E-Hand-Schweißen auf der Benutzeroberfläche der Master 315.
Anwendungen und Vorteile
Die Pulsfunktion der Master 315 beim E-Hand-Schweißen ist für basische Elektroden optimiert, eignet sich aber auch für den Einsatz mit fast allen Elektrodentypen. Dank der frei einstellbaren Frequenz kann der Anwender diese Funktion bei allen Arten von Schweißanwendungen einsetzen. Auf Grundlage von Schweißtests, die im Schweißlabor von Kemppi durchgeführt wurden, eignet sich das gepulste E-Hand-Schweißen am besten für das Positionsschweißen (Abb. 3) sowie für das Kehlnaht- und Wurzellagenschweißen.
Beim Positionsschweißen unterstützt die niedrigere Stromstärke die Abkühlung des Schweißbades, was wiederum die Schweißbadkontrolle verbessert. Das Kehlnahtschweißen ermöglicht es dem Anwender, eine höhere Schweißgeschwindigkeit zu erreichen oder einen niedrigere durchschnittliche Stromstärke zu verwenden, was wiederum den Wärmeeintrag reduziert und zu einer geringeren Verformung führt. Beim Wurzellagenschweißen ist es einfacher, ein gleichmäßiges Ergebnis zu erzielen, da die höhere Stromstärke das Schweißbad durchmischt, sodass Spuren von manuellen Fehlern reduziert werden. Darüber hinaus können durch das höhere Stromlevel glattere Schweißnähte gebildet werden.
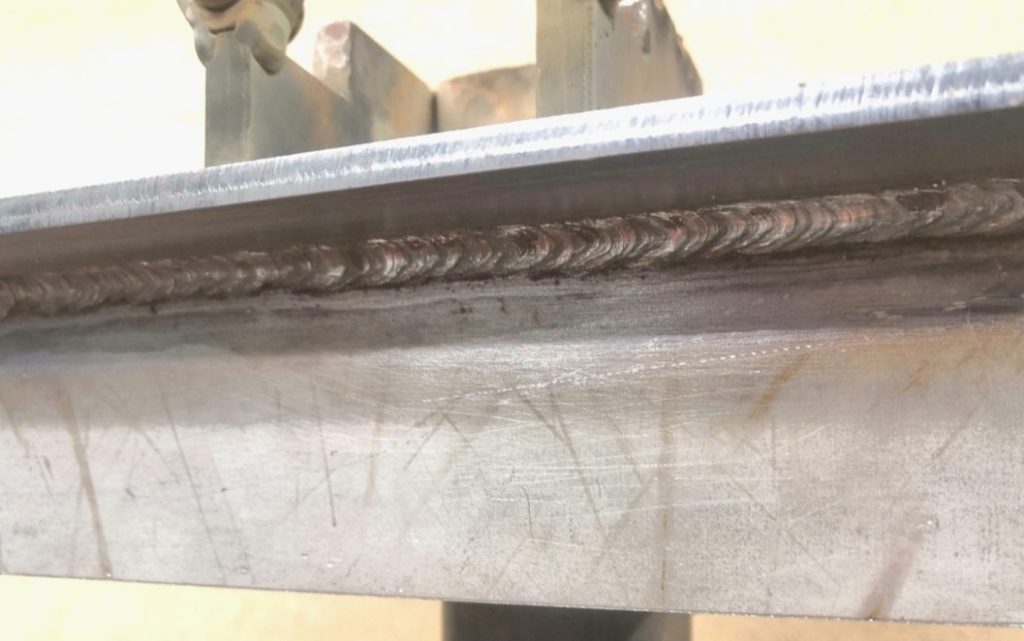
Abbildung 3. Gepulstes E-Hand-Überkopfschweißen einer Kehlnaht (Schweißposition PD). Grundwerkstoff 5 mm Baustahl S355 und Zusatzwerkstoff basische Elektrode mit 3,2 mm Durchmesser. Schweißstrom 130 A und Pulsfrequenz 1,5 Hz. Die Menge der Spritzer ist in Anbetracht der Schweißanwendung minimal.
Neben diesen anwendungsspezifischen Vorteilen hat das gepulste E-Hand-Schweißen gegenüber dem konventionellen E-Hand-Schweißen folgende generelle Vorteile:
Die Schweißgeschwindigkeit konstant zu halten ist einfach, da die Pulsfrequenz das Tempo für den Schweißvorgang vorgibt.
Die Menge der Schweißspritzer wird reduziert.
Die Oberfläche der Schweißnaht ist glatter (bei einer hohen Pulsfrequenz).
Schlacke löst sich leichter ab.
Obwohl das E-Hand-Schweißen als relativ einfacher Schweißprozess gilt, kann der Benutzer ihn optimieren oder anpassen, um die Anforderungen einer bestimmten Schweißanwendung besser zu erfüllen. Nur wenige Schweißgeräte verfügen jedoch über Eigenschaften, die dazu dienen, den Prozess beim E-Hand-Schweißen zu verbessern. Die neue Pulsfunktion von Kemppi für das E-Hand-Schweißen, die für eine leichtere Bedienung entwickelt wurde, bietet zusätzliche Optionen für viele verschiedene Anwendungen des E-Hand-Schweißens, um es noch effizienter, qualitativ hochwertiger oder schlichtweg einfacher zu machen.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Verwandte Produkte

Produktfamilie
Die Master 315 ist eine ansprechend gestaltete und praktische E-Hand-Schweißmaschine, die optimale Schweißleistung und eine schnelle Parametereinstellung garantiert.
Weitere Blog-Beiträge

Die richtigen Parameter für das WIG-Schweißen finden
Erfolgreiches Schweißen hängt von einer Kombination aus Parametereinstellungen und Auswahlmöglichkeiten ab.
Schweiß-ABC

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
Schweiß-ABC

Stable arc ignition improves welding quality and reduces costs
In MIG/MAG welding, arc ignition plays a key role in welding quality. Any instability will result in the post-weld cleaning of spatters, which eats up resources and hinders productivity in industrial environments. Available in modern welding equipment, new ignition-enhancing technologies offer additional control of the arc and support the craftsmanship of welders.
Manuelles Schweißen

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatisierung beim Schweißen

Kemppi Minarc T 223 ACDC: A professional welder's hands-on test
When it comes to welding equipment, real-world performance matters. Three professional welders put the Kemppi Minarc T 223 ACDC to the test.
Manuelles Schweißen, Menschen

Elevating welding safety: How ADF and DIN shades transform protection and precision
In welding, the human eye is constantly exposed to extreme conditions. The welding arc generates intense light, ultraviolet (UV), and infrared (IR) radiation, all of which can cause severe and permanent damage if not properly shielded. While traditional helmets relied on fixed shade lenses, advancements in Auto-Darkening Filter (ADF) technology have revolutionized how welders balance protection, visibility, and precision.
Sicherheit
