Innovaatio
MicroTack mullistaa ohutlevyjen silloitushitsauksen
18. kesäkuuta 2019
Silloittaminen eli heftaus on yksi tärkeimmistä työvaiheista ennen hitsausta. Silloituksessa rakenteelliset kappaleet liitetään toisiinsa lyhyillä siltahitseillä, joilla valmistellaan varsinaista hitsausta. Siltahitsit pitävät kappaleet oikeassa asennossa toisiinsa nähden niin kauan kunnes hitsaus on saatu valmiiksi.
Petteri Jernström
Silloittaminen eli heftaus on yksi tärkeimmistä työvaiheista ennen hitsausta. Silloituksessa rakenteelliset kappaleet liitetään toisiinsa lyhyillä siltahitseillä, joilla valmistellaan varsinaista hitsausta. Siltahitsit pitävät kappaleet oikeassa asennossa toisiinsa nähden niin kauan kunnes hitsaus on saatu valmiiksi.
Silloitushitsauksen laatu vaikuttaa suoraan hitsauksen laatuun. Varsinkin ohuita materiaaleja hitsatessa siltahitsit palavat helposti läpi tai jäävät koholle. Huono silloitus näkyy lopputuotteessa laatuvirheenä. Liian suuri lämmöntuonti silloitusvaiheessa puolestaan saattaa aiheuttaa muodonmuutoksia ja jättää ilmarakoja kappaleiden väliin.
Pieni lämmöntuonti avainasemassa
Kemppi on vastannut näihin haasteisiin kehittämällä MicroTack -toiminnon silloitushitsaukseen. MicroTack soveltuu hiiliteräksestä ja ruostumattomasta teräksestä koostuville ohutlevykappaleille, joiden ainepaksuus on enintään 4 mm. Toiminto on saatavilla Kempin MasterTig MLS ACDC -malleissa, sekä uuden sukupolven MasterTig -virtalähteissä.
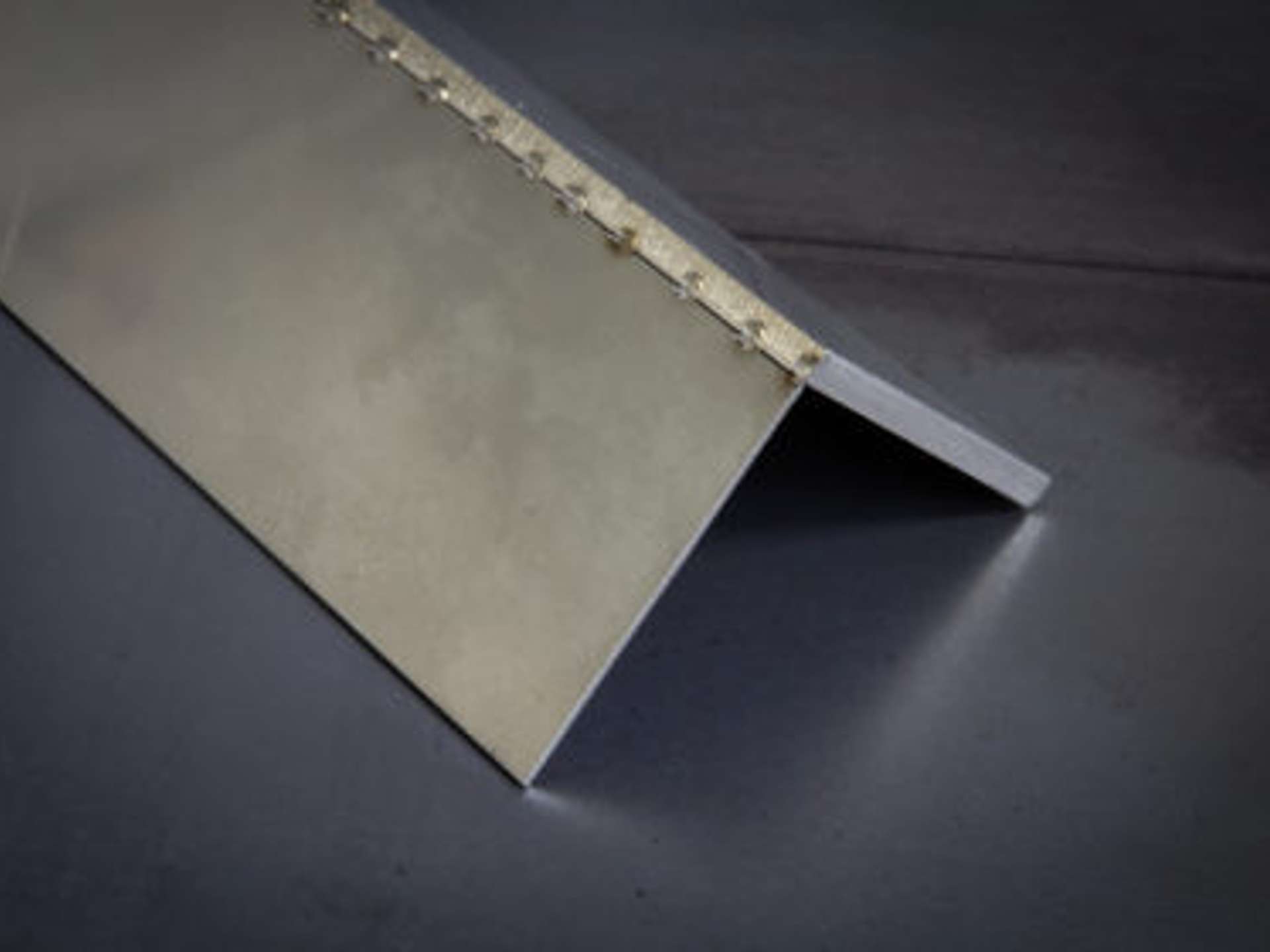
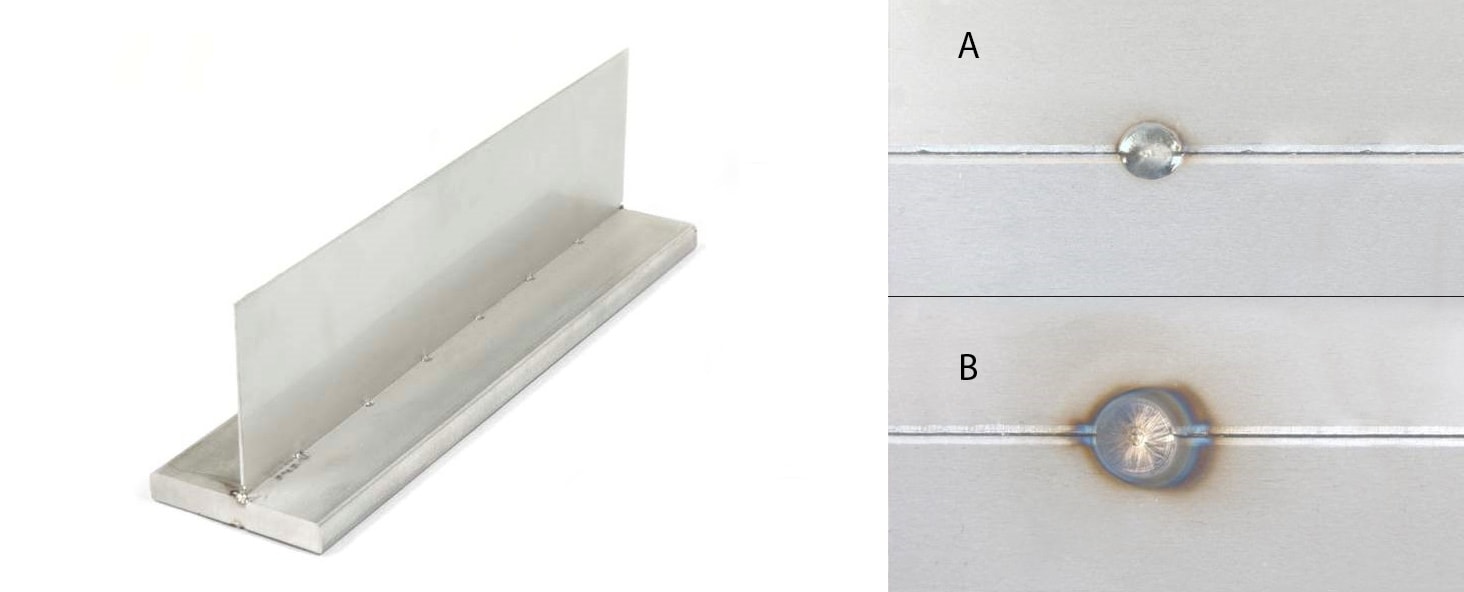
MicroTack-silloitus muistuttaa pistehitsausta siinä, että se antaa yhtäkkisen korkean virtapulssin, joka sulattaa materiaalit kiinni toisiinsa. Pulssiaika on tyypillisesti vain muutama tusina millisekuntia, mikä mahdollistaa pienen ja hallitun lämmöntuonnin. Lopputuloksena läpipalamisen riski on alhaisempi kuin perinteisessä TIG-silloituksessa, jossa tunkeuman hallinta on vaikeampaa. Lisäksi siltahitsit pysyvät pieninä ja samankokoisina eivätkä ne aiheuta muodonmuutoksia hitsattuihin materiaaleihin.
Tehokas silloitus säästää aikaa
MicroTack -toiminnon hyödyt konkretisoituivat Turun Teräskalusteelle, kun yritys testasi toimintoa liittämisen vaihtoehtona MasterTig MLS 2300ACDC -hitsauslaitteella. Turun Teräskaluste on valmistanut alihankintana kiinto- ja irtokalusteita useisiin risteilyaluksiin, joihin lukeutuvat Karibialla seilaavat luksusristeilijät Oasis of the Seas ja Allure of the Seas. Tuotantoympäristössä hitseillä on oma funktionsa, mutta Turun Teräskalusteen on onnistuttava häivyttämään hitsaussaumat mekaanisesti näkymättömiin – jopa sellaisissa materiaaleissa kuin Super Mirror, joka on äärimmäisen kiiltävällä pinnalla varustettua ruostumatonta teräslevyä.
MicroTack -menetelmän käyttöönotto Turun Teräskalusteen mittavassa rakennusprojektissa paransi hitsauksen laatua ja vähensi huomattavasti hitsauksen jälkitöiden tarvetta, erityisesti mekaanisessa ja kemiallisessa pintakäsittelyssä. Kappaleiden liittämisen uusi tapa täytyi ottaa huomioon tuotannon suunnittelussa, mutta ajansäästöt olivat siitäkin huolimatta suuria.

TuTeKan tuotteita löytyy eri risteilijöiltä jopa viideltä vuosikymmeneltä. © Turun Teräskaluste
Asiakastarina julkaistu alun perin ProNews 1/2014 -numerossa
MasterTig on ennestään tuttu nimi Kempin tuotevalikoimassa, mutta nyt tämä tuotesarja on syntynyt uudelleen. Tuotteita ei ole vain päivitetty uuteen versioon, vaan on luotu täysin uusi tuotesarja ammattihitsaajille, jotka tarvitsevat työssään AC- ja DC TIG- hitsausta sekä puikkohitsausta.

Petteri Jernström
Petteri Jernström
Vice President, Technology at Kemppi Oy until February 2020. A technology innovator with extensive experience across a variety of sectors and roles in the welding industry. Curious about discovering, learning, and inventing new ways of doing things. Petteri holds a Doctor of Science degree in Welding Technology from the Lappeenranta University of Technology, Finland.
Liittyvät tuotteet

Tuoteperhe
MasterTig on AC TIG- ja DC TIG -hitsauksen uusi mestari. Se nostaa hitsauslaadun, käytettävyyden ja energiatehokkuuden uudelle tasolle. Sen modulaarinen rakenne varmistaa, että saat täsmälleen omia tarpeitasi vastaavan laitteiston.
Lisää blogikirjoituksia

Rolex kuntoon hitsaamalla
A Norwegian Rolex owner saved a fine sum of money when the wristband of his valuable timepiece was fixed by welding. The owner tried to take the watch to various watchmakers in Oslo to have it repaired. Several attempts were made to fix the wristband by, for instance gluing, but they all failed. One of these craftsmen suggested welding to fix the wristband but did not want to try it himself, in case the heat was to cause even more damage.
Käsinhitsaus

Up to 38 % savings with Reduced Gap Technology
The groove angle has a direct impact on the efficiency and productivity of welding heavy metal structures. Kemppi's new solution, Reduced Gap Technology (RGT) changes the understanding of narrow gap welding. The new technology challenges conventional joint design principles.
Innovaatio

Hitsauksen monimuotoisuus
Joonas Innanen, 27, edustaa hitsauksen uutta sukupolvea. Hän on opiskellut perinteisiä hitsausmenetelmiä TIG-hitsauksesta MIG-hitsaukseen, mutta on omaksunut käyttöönsä myös uutta teknologiaa urallaan hitsaajasta ja hitsausopettajasta kehitysinsinööriksi aina nykyiseen rooliinsa Tehometin tuotekehitys- ja suunnittelupäällikkönä.
Ihmiset

Kobottihitsaus automatisoi käsinhitsauksen ja parantaa tehokkuutta ja laatua
Kobottihitsaus integroi yhteistyörobotit (kobotit) hitsausprosesseihin tuottavuuden, laadun ja turvallisuuden parantamiseksi.
Automatisoitu hitsaus

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus
