Hitsauksen ABC
MIG/MAG-kaarityypit
10. tammikuuta 2023
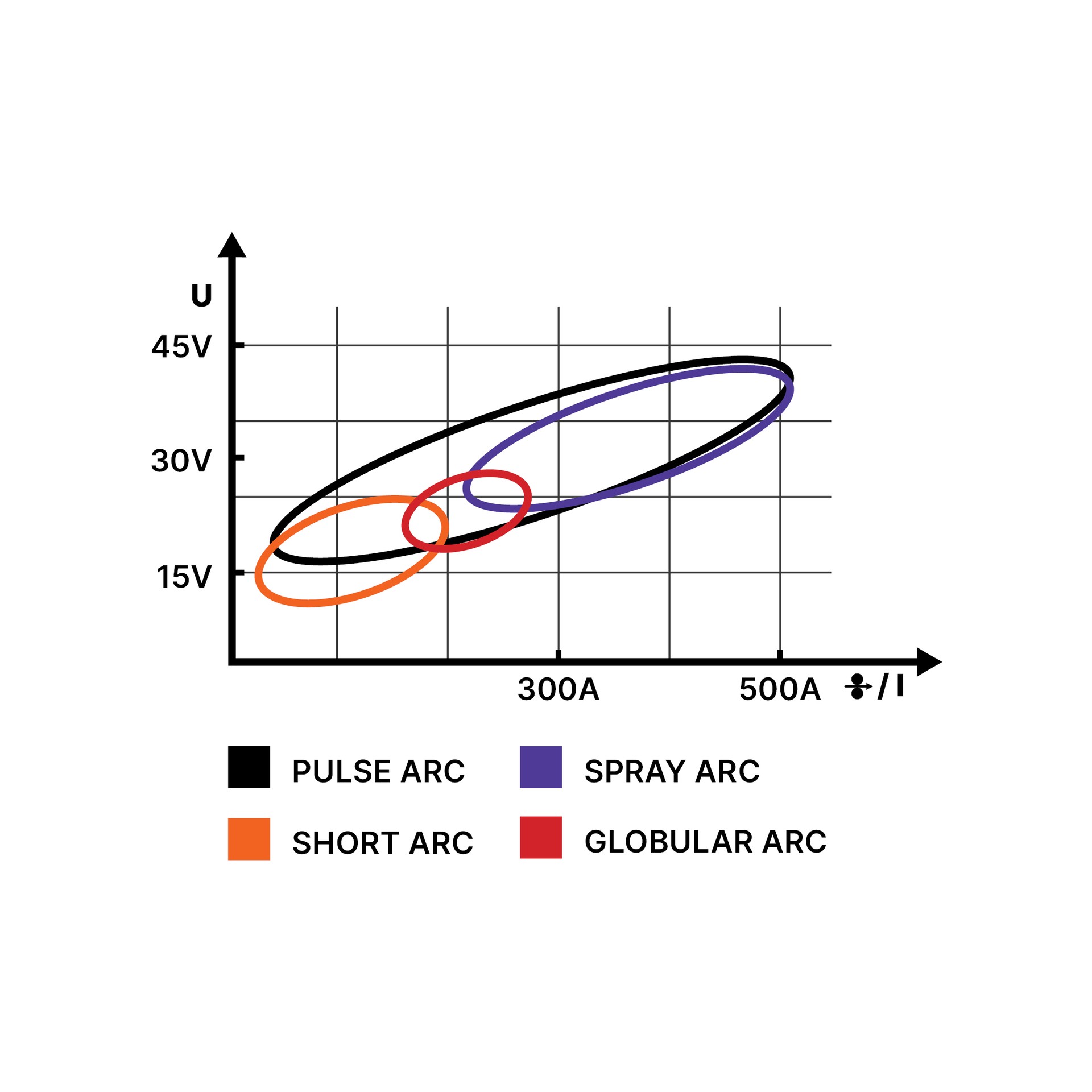
MIG/MAG-hitsauksessa aineensiirtymistapa lisäainelangasta hitsisulaan muuttuu hitsausvirran mukaan. Eri kaarialueita käytetään sen mukaan, mikä on hitsausasento sekä perusaineen materiaali ja paksuus:
Jani Kumpulainen
MIG/MAG-hitsauksessa aineensiirtymistapa lisäainelangasta hitsisulaan muuttuu hitsausvirran mukaan. Eri kaarialueita käytetään sen mukaan, mikä on hitsausasento sekä perusaineen materiaali ja paksuus:
1. Lyhyt kaari 2. Sekakaari 3. Kuumakaari 4. Pulssikaari
Lyhykaarihitsaus
Lyhytkaarihitsaus tapahtuu pienellä lämmöntuonnilla hitsausparametrien ollessa noin 50–180 A ja 15–23 V. Lisäainelangan osuessa työkappaleeseen syntyy oikosulku, joka kuumentaa langan pään ja saa pisaran kuroutumaan hitsisulaan. Oikosulkujen määrä sekunnissa on noin 20–200 riippuen hitsausparametreista ja lisäainelangan koosta.
Sekakaarihitsaus
Sekakaarta pidetään siirtymäalueena lyhyt- ja kuumakaarihitsauksen välissä, ja siinä hitsausparametrit ovat noin 180–260 A ja 23–28 V. Sekakaarihitsauksessa lisäaine siirtyy sekä oikosulkuina, että suihkumaisena siirtymänä ilman oikosulkuja. Suuripisarainen lisäaineen siirtyminen aiheuttaa paljon roiskeita. Sekakaarialuetta pyritään yleensä välttämään.
Kuumakaarihitsaus
Kuumakaarihitsaus tapahtuu suurella lämmöntuonnilla hitsausparametrien ollessa yli 260 A ja 28 V. Kuumakaarihitsauksessa lisäaine siirtyy hitsisulaan suihkumaisesti ilman oikosulkuja. Korkea kaarijännite sulattaa pisaran ennen oikosulun muodostumista. Kuumakaarihitsauksessa on suuri lisäaineen tuotto sekä roiskeeton hitsi, mutta se ei sovellu asentohitsaukseen.
Pulssihitsaus
Pulssikaarialue kattaa kaikki tehoalueet matalasta korkeaan. Pulssihitsaus on oikosuluton aineensiirron muoto. Pulssihitsauksessa hitsauslaite pulssittaa hitsausvirtaa siten, että yhden virtapulssin aikana irtoaa yksi lisäainepisara. Pulssihitsaus soveltuu monipuolisesti erilaisten metallisten materiaalien hitsaukseen.
Kempin MIG/MAG-hitsausprosessit
Seuraavaksi esitellään kaikki Kempin MIG/MAG-hitsausprosessit sekä kerrotaan mitä eri kaarityyppejä ne hyödyntävät.
Manuaalinen MIG
Perinteinen 2-nuppisäätö toimii lyhyt-, seka- ja kuumakaarialueella.
1-MIG
1-MIG on synerginen prosessi, joka toimii lyhyt-, seka- ja kuumakaarialueella. Sen kanssa voidaan käyttää WiseFusion, WisePenetration+ ja WiseSteel –hitsaustoimintoja.
WiseFusion säätää adaptiivisesti kaarijännitettä kaikilla kaarityypeillä tavoitteena optimaalisen lyhyt valokaaren mitta.
WisePenetration+ varmistaa vakion hitsausvirran vaikka vapaalankapituus vaihtelisi.
WiseSteel–toiminnolla on optimoidut ominaisuudet kaikilla kaarityypeillä. Lyhytkaarialueella WiseSteel -prosessi mittaa oikosulkutaajuutta ja sen perusteella säätää jännitettä adaptiivisesti. Esimerkiksi niin, että jos oikosulkutaajuus lähtee hidastumaan, jännitettä säädetään adaptiivisesti pienemmäksi, joka taas saa aikaan taajuuden kasvun.
Sekakaari on roiskeinen kaarityyppi MIG/MAG-hitsauksessa ja normaalisti sitä on syytä välttää. WiseSteel -prosessissa langansyöttönopeutta vaihdellaan noin 2 Hz:n taajuudella lyhytkaari- ja kuumakaariarvojen välillä. Tällä tavalla keskimääräinen teho on sekakaarialueella, mutta itse hitsaus tapahtuu kuitenkin lyhyt- ja kuumakaarella lyhyissä jaksoissa. WiseSteel -prosessin sekakaarialue on noin 200 ampeerin molemmin puolin ja soveltuu 4-5 mm levynvahvuudelle.
Kuumakaarialueella hitsausvirtaa pulssitetaan noin 200-300 Hz:n taajuudella, joka parantaa valokaaren kohdistuvuutta ja vakautta myös alhaisella kaarijännitteellä. Valokaaren hyvä kohdistuvuus ja alhainen kaarijännite (=lyhyt valokaaren mitta) ovat avainasemassa, kun tavoitellaan suurta hitsausnopeutta ja pientä lämmöntuontia. WiseSteel -prosessin kuumakaarialue alkaa noin 250 ampeerin tehoista ja se soveltuu 5 mm levynvahvuudesta ylöspäin terästen alapiena- ja jalkoasentohitsauksiin.
Pulse ja DPulse
Pussi ja tuplapulssi ovat synergisiä hitsausprosesseja, joiden aineensiirtyminen tapahtuu pulssikaarella. Pulssilla voidaan käyttää WiseFusion ja WisePenetration+ -toimintoja. Tuplapulssilla voidaan käyttää WiseFusion -toimintoa.
WiseRoot+ ja WiseThin+
WiseRoot+ ja WiseThin+ ovat synergisiä hitsausprosesseja ja niiden aineensiirtyminen tapahtuu lyhytkaarialueella. WiseRoot+ on optimoitu terästen ja ruostumattomien terästen pohjapalkojen hitsaukseen. WiseThin+ on puolestaan optimoitu terästen ja ruostumattomien terästen ohutlevyjen hitsaukseen sekä kaarijuottoon kuparipohjaisilla lisäainella.
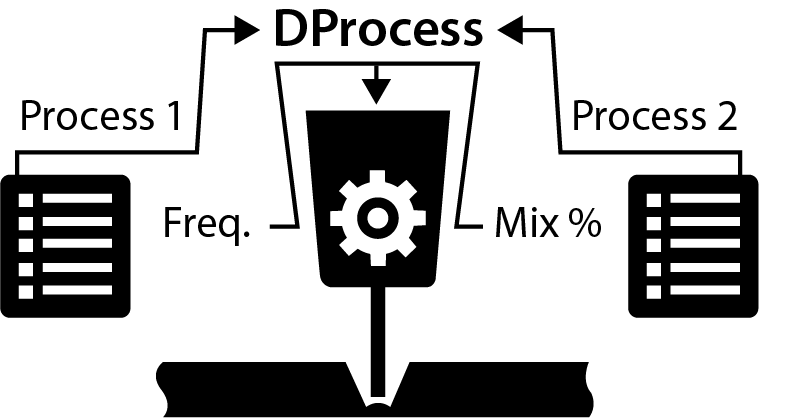
DProcess
Kaksi eri hitsausprosessia ja tehotasoa voivat vuorotella. 1-MIG, Pulse, WiseRoot+ ja WiseThin+ soveltuvat käytettäväksi.
MAX Speed
MAX Speed on synerginen hitsausprosessi, jonka aineensiirtyminen tapahtuu kuumakaarialueella. Se on parhaimmillaan terästen ja ruostumattomien terästen alapienahitsauksessa, kun levyn vahvuus on 3-8mm. Prosessin periaatteena on suuri taajuuksinen, mutta matala amplitudinen pulssi, joka saa aikaan lyhyen ja hyvin kohdistuvan valokaaren.
MAX Cool
MAX Cool on synerginen hitsausprosessi, jonka aineensiirtyminen tapahtuu lyhytkaarialueella. Se on optimoitu terästen ja ruostumattomien terästen pohjapalkojen sekä ohutlevyjen hitsaukseen. Lisäksi sitä voidaan käyttää kaarijuottoon kuparipohjaisilla lisäaineilla.
MAX Position
MAX Position on synerginen hitsausprosessi, joka on optimoitu pystypienahitsaukseen 4-12 mm levyn vahvuuksille. Prosessin periaattena on, että korkea ja matala teho vuorottelevat. Alumiinin ja ruostumattoman teräksen hitsauksessa aineensiirtymismuoto on aina pulssi. Teräksen hitsauksessa matalampi tehojakso on lyhytkaarihitsausta ja korkeampi teho puolestaan pulssikaarihitsausta.
Lue lisää MAX- ja Wise-erikoisprosesseista nettisivuiltamme.

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 10 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Liittyvät tuotteet

Tuoteperhe
360 asteen modulaarinen moniprosessihitsauslaite, joka on suunniteltu ensisijaisesti tehokkaaseen MIG/MAG-hitsaukseen. X5 FastMig on saatavana vaihtoehtoisilla Manual-, Synergic- ja Pulse-hitsausjärjestelmillä. Kattava lisävarustevalikoima tuo joustavuutta ja tehokkuutta hitsaustuotannon prosesseihin.

Tuoteperhe
X3 FastMig tarjoaa korkealaatuista teollista MIG/MAG-hitsausta ja selkeän ja helppokäyttöisen käyttöliittymän. Synergisessä virtalähteessä on 420 A ja pulssivirtalähteessä 450 A 60 prosentin käyttösuhteella.

Tuoteperhe
Master M 205 ja Master M 323 asettavat uuden tason kannettavan MIG/MAG-hitsauskoneen teholle ja suorituskyvylle. Voit liikuttaa kompaktia, kevyttä ja helposti kannettavaa MIG/MAG-hitsauskonetta tarpeen mukaan minne tahansa.
Lisää blogikirjoituksia

WiseSteel – laatua ja tuottavuutta rakenneterästen MAG-hitsaukseen
Entistä vaativammat perusaineet nostavat odotuksia hitsauslaitteiden suhteen. Kemppi on löytänyt toimivia ratkaisuja lujempien teräslaatujen hitsaukseen optimoidusta valokaaren hallinnasta. WiseSteel on Kempin kehittämä MAG-hitsausprosessi rakenneterästen hitsaukseen. Prosessin käytöllä voidaan pienentää hitsausvirheiden riskiä suurilla hitsausnopeuksilla, ja myös lujempien teräslaatujen vaatima matala lämmöntuonti on mahdollista saavuttaa.
Innovaatio

Paras tapa eliminoida hitsausroiskeet
itä viileämpi, sen parempi – kun kyseessä on hitsauspistoolin suorituskyky. Mutta onko vesijäähdytteisen hitsauspistoolin osille olemassa optimaalinen lämpötila? Entä miten kaasusuutin ja virtasuutin pidetään roiskeettomina? Otetaan selvää vastaamalla muutamaan kysymykseen.
Hitsauksen ABC
Understanding and preventing common welding defects
Hitsaus vaatii tarkkuutta, mutta jopa ammattitaitoiset hitsaajat voivat kohdata virheitä. Yleisten hitsausongelmien ymmärtäminen on ratkaisevan tärkeää laadukkaan lopputuloksen varmistamiseksi. Seuraavassa on joitakin usein esiintyviä hitsausvirheitä ja miten niitä voidaan välttää.
Hitsauksen ABC

Kobottihitsaus automatisoi käsinhitsauksen ja parantaa tehokkuutta ja laatua
Kobottihitsaus integroi yhteistyörobotit (kobotit) hitsausprosesseihin tuottavuuden, laadun ja turvallisuuden parantamiseksi.
Automatisoitu hitsaus

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus
