
Käsinhitsaus
Terästen hitsaus erikoisprosesseja hyödyntämällä
16. lokakuuta 2024
Seostamattomien ja niukkaseosteisten rakenneterästen, eli ns. mustien terästen hitsausta saatetaan monesti pitää yksinkertaisena tehtävänä. Niiden hitsauksessakin on kuitenkin omat erityispiirteensä, jotka paikoitellen aiheuttavat haasteita hitsauksen suorittamiseen.
Antti Kahri
Seostamattomien ja niukkaseosteisten rakenneterästen, eli ns. mustien terästen hitsausta saatetaan monesti pitää yksinkertaisena tehtävänä. Niiden hitsauksessakin on kuitenkin omat erityispiirteensä, jotka paikoitellen aiheuttavat haasteita hitsauksen suorittamiseen. Tämän lisäksi on olemassa paljon keinoja, joilla näiden terästen hitsausta voidaan tehostaa merkittävästi ja hitsauksen laatua voidaan parantaa. Kovan kilpailun synnyttämien korkeiden tuottavuus- ja laatuvaatimusten keskellä nämä keinot voivat olla ratkaisevia tekijöitä kannattavuuden takaamiseksi. Tuottavuutta ja laatua on mahdollisuus parantaa muun muassa lisäainevalintojen, suoritustekniikoiden sekä hitsauslaitteiden kautta. Nykyaikaiset hitsauslaitteet tarjoavat kattavan valikoiman erikoisprosesseja ja toimintoja erikoissovellusten lisäksi myös kaikkein tavanomaisimpiin terästen hitsaustöihin.
Sekakaari yleisimpien ainevahvuuksien riesana
MIG/MAG-hitsauksessa aineensiirtyminen saadaan perinteisesti hyvin hallintaan pienillä tehoilla (lyhytkaari) ja suurilla tehoilla (kuumakaari). Näiden välissä oleva sekakaari (kuva 1) on vaikea hallittava, joka tarkoittaa käytännössä esimerkiksi sitä, että roiskeita pääsee syntymään paljon. Tyypillisesti sekakaarialue osuu aineenvahvuuksille 3...6 mm ja näitä ainevahvuuksia hitsataan terästen osalta todella paljon. Tästä syystä sekakaaren ongelmien välttämiseksi on kehitetty onnistuneesti erilaisia tapoja.
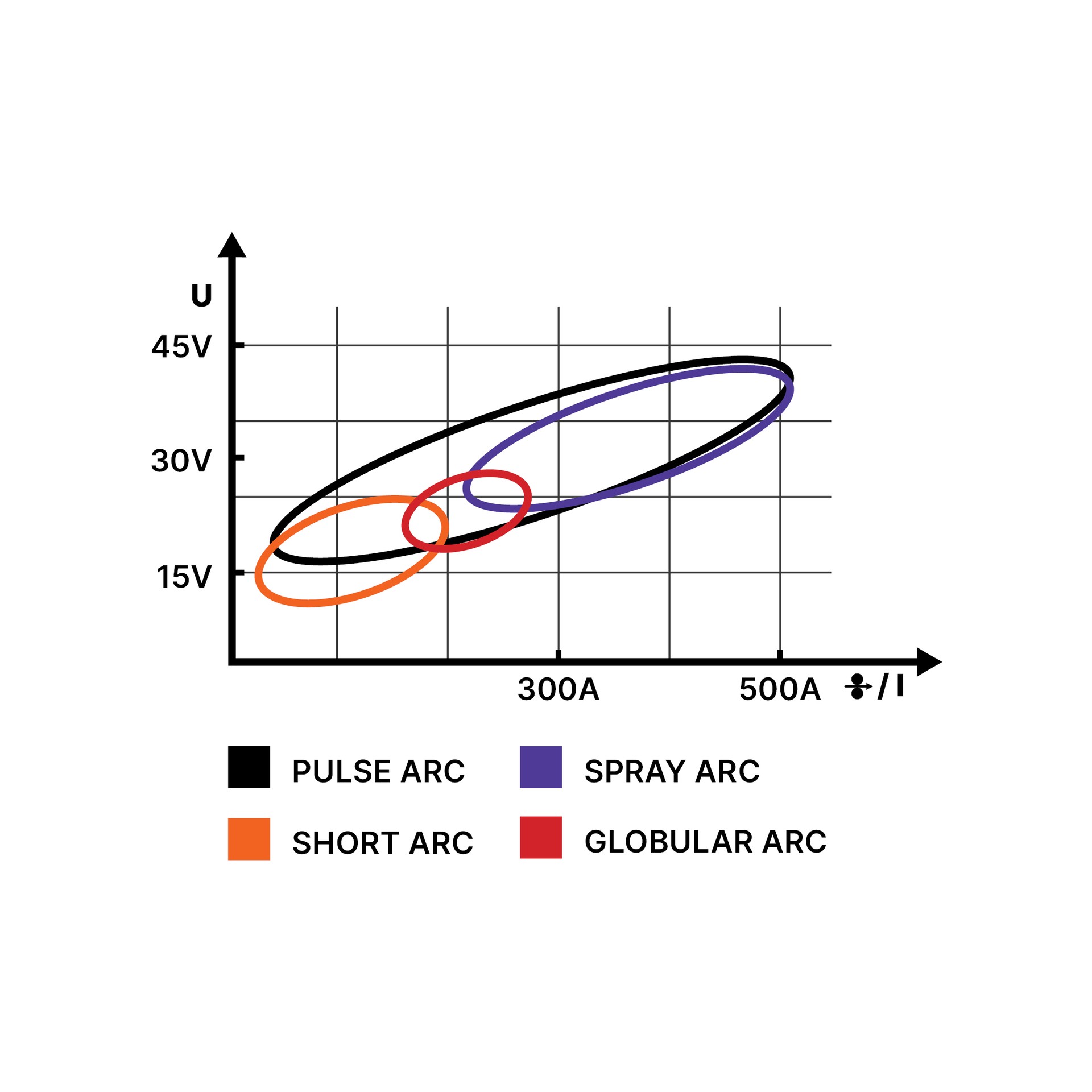
Kuva 1. MIG/MAG-hitsauksen kaarityypit. 1: lyhytkaari, 2: sekakaari, 3: kuumakaari, 4: pulssikaari.
Pulssihitsaus
Pulssihitsaus on yleisin tapa välttää sekakaaren hallitsematon aineensiirtyminen. Hitsausvirran pulssittamisen avulla saavutetaan sekakaaren ja lyhytkaarenkin tehoalueella oikosuluton ja hallittu aineensiirtyminen, joka mahdollistaa roiskeettoman hitsauksen. Sekakaarialueen välttämisen lisäksi pulssihitsausta voidaan seostamattomien ja niukkaseosteisten terästen hitsauksessa hyödyntää kuumakaaren tehoalueella lämmöntuonnin vähentämisessä ja lyhytkaaren tehoalueella hitsauksen tehostamisessa.
Ratkaisumme: WiseSteel-hitsaustoiminto
Kemppi on kehittänyt sekakaarialueen välttämiseen myös toisen tavan. WiseSteel-toiminnon avulla hitsauslaite ottaa sekakaaren tehoalueella automaattisesti käyttöön sellaisen valokaaren ohjauksen, jossa lyhytkaarta ja kuumakaarta vuorotellaan sellaisella suhteella, että haluttu keskiarvoteho toteutuu. Tällöin käytännössä hitsataan sekakaaren tehoalueella, mutta huonon alueen yli hypätään nopeasti, jolloin sen haitat vältetään. Myös muilla tehoalueilla WiseSteel-toiminto suorittaa automaattisesti hitsausta optimoivia asioita. Lyhytkaaren tehoalueella käyttöön tulee adaptiivinen valokaaren säätö, joka huolehtii esimerkiksi siitä, että vapaalangan muuttuessa valokaaren hallittavuus ja tunkeuma pysyvät vakaampana. Tätä voidaan hyödyntää käytännössä esimerkiksi pystypienan hitsauksessa levitysliikkeellä. Kuumakaaren tehoalueella WiseSteel ottaa käyttöön hitsausvirran mikropulssituksen sekä pitää valokaaren automaattisesti optimaalisen lyhyenä esimerkiksi pienahitsausta varten.
Asentohitsaus
Terästen asentohitsaus on tyypillisesti siinä mielessä haastavaa, että se asettaa erityisvaatimuksia niin hitsausparametrien valintaan kuin suoritustekniikkaankin. Tämä johtuu siitä, että hitsisula on herkkä romahtamaan, toisin kuin esimerkiksi alumiinin hitsauksessa, jossa asentohitsaus ei vaadi suuria muutoksia. Teräksillä pystypienan hitsaus vaatii merkittävästi normaalista poikkeavaa hitsausparametrien ja suoritustekniikan valintaa, jotta saavutetaan riittävä tunkeuma ilman, että hitsisula romahtaa.
Perinteisesti yli 3 mm levynvahvuudet on hitsattu lyhytkaarella ylämäkeen (PF) levitysliikettä käyttäen. Tämän tekniikan tuottavuus on suhteellisen pieni, joten sitä on laajasti korvattu rutiilitäytelankojen käytöllä. Näillä langoilla voidaan hitsata kuumakaariteholla suoraan ylöspäin ilman, että sula romahtaa, sillä langasta syntyvä kuona tukee hitsiä. Täytelangat ovat kuitenkin merkittävästi umpilankoja kalliimpia ja lankojen vaihtaminen eri asentojen välillä on ylimäräinen työvaihe. Lisäksi kuonan poistamiseen kuluu aikaa.
Ratkaisumme: MAX Position -hitsausprosessi
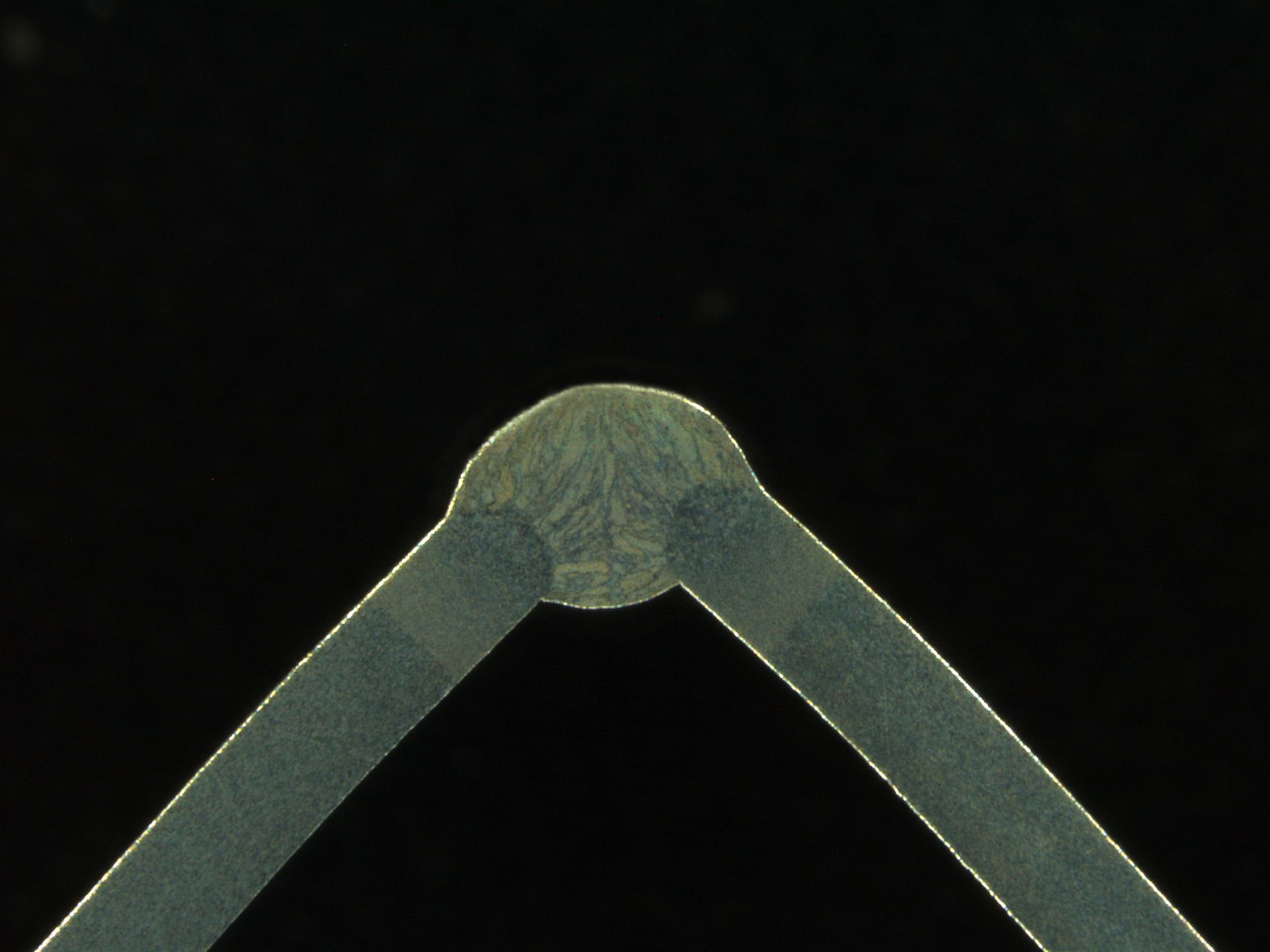
Tästä syystä Kemppi on kehittänyt umpilankojen asentohitsausta varten MAX Position -hitsausprosessin. Prosessin idea on pienen ja suuren langansyöttönopeuden vuorotteleminen optimaalisessa rytmissä. Suurempi langansyöttönopeus tekee hitsistä halutun kokoisen ja muotoisen, kun taas pienempi langansyöttönopeus jäähdyttää hitsiä ja estää sulan romahtamisen. Seostamattomilla ja niukkaseosteisilla teräksillä MAX Position käyttää pienemmällä langansyöttönopeudella lyhytkaarta ja suuremmalla langansyöttönopeudella pulssikaarta. Lopputuloksena on hitsausprosessi, jolla voidaan käyttää umpilangalla suoraa kuljetusta ylämäkeen ja saavuttaa silti riittävä tunkeuma ja hitsin koko (kuva 2). Tällä tavoin tehtynä pystyhitsien suoritustekniikka helpottuu merkittävästi.


Kuva 2. Vasemmalla MAX Positionilla suoralla kuljetuksella hitsattu pystypienahitsi. Oikealla perinteisellä MAG-lyhytkaarella levitysliikkeellä hitsattu pystypienahitsi. Hitsausasento PF. Perusaine 8 mm S 355. Lisäaine 1,0 mm OK Autrod 12.51 ja suojakaasu Ar + 18 % CO2.
Pohjapalon hitsaus
Terästen hitsauksessa pohja-/juuripalon hitsaamista on perinteisesti pidetty vaativana tehtävänä muun muassa siksi, että sulan hallinta on suhteellisen haastavaa. Tyypillinen ratkaisu tähän haastavaan tehtävään on useasti TIG-hitsaus, mutta sille on olemassa merkittävästi tehokkaampi vaihtoehto, joka ei vaadi suoritusteknisesti haastavan TIG-hitsaustaidon opettelemista.
Ratkaisumme: WiseRoot+ -hitsausprosessi
Kempin WiseRoot+ on MAG-hitsausprosessi, jolla lämmöntuonti ja sen myötä hitsisula saadaan hallittua niin hyvin, että pohjapalon hitsaus mahdollistuu jopa tehokkaassa alamäkiasennossa (PG) ja ilman juuritukea. Prosessin tuottavuus on moninkertainen TIG-hitsaukseen verrattuna. Suoritusteknisesti WiseRoot+:lla hitsaus on nopea oppia kelle tahansa MIG/MAG-hitsaajalle. Ilmaraon suuruudesta riippuen hitsaus suoritetaan joko pienellä levitysliikkeellä tai suoraan kuljettamalla.
Ohutlevyt
Toinen lämmöntuonnin suhteen kriittinen terästen hitsaustyö on ohutlevyjen (alle 3 mm) hitsaus. Perinteisin MAG-hitsausmenetelmin ohutlevyjen hitsaus on etenkin kokemattomammille hitsaajille varsin haastavaa. Haastavuuteen on kaksi käytännön syytä: läpipalamisen riski ja hitsauksesta aiheutuvat muodonmuutokset. Lyhytkaarihitsausta modifioimalla on saatu aikaan pienen lämmöntuonnin prosessivariaatioita, joilla riskiä näihin kahteen asiaan saadaan huomattavasti pienennettyä.
Ratkaisumme: WiseThin+ -hitsausprosessi
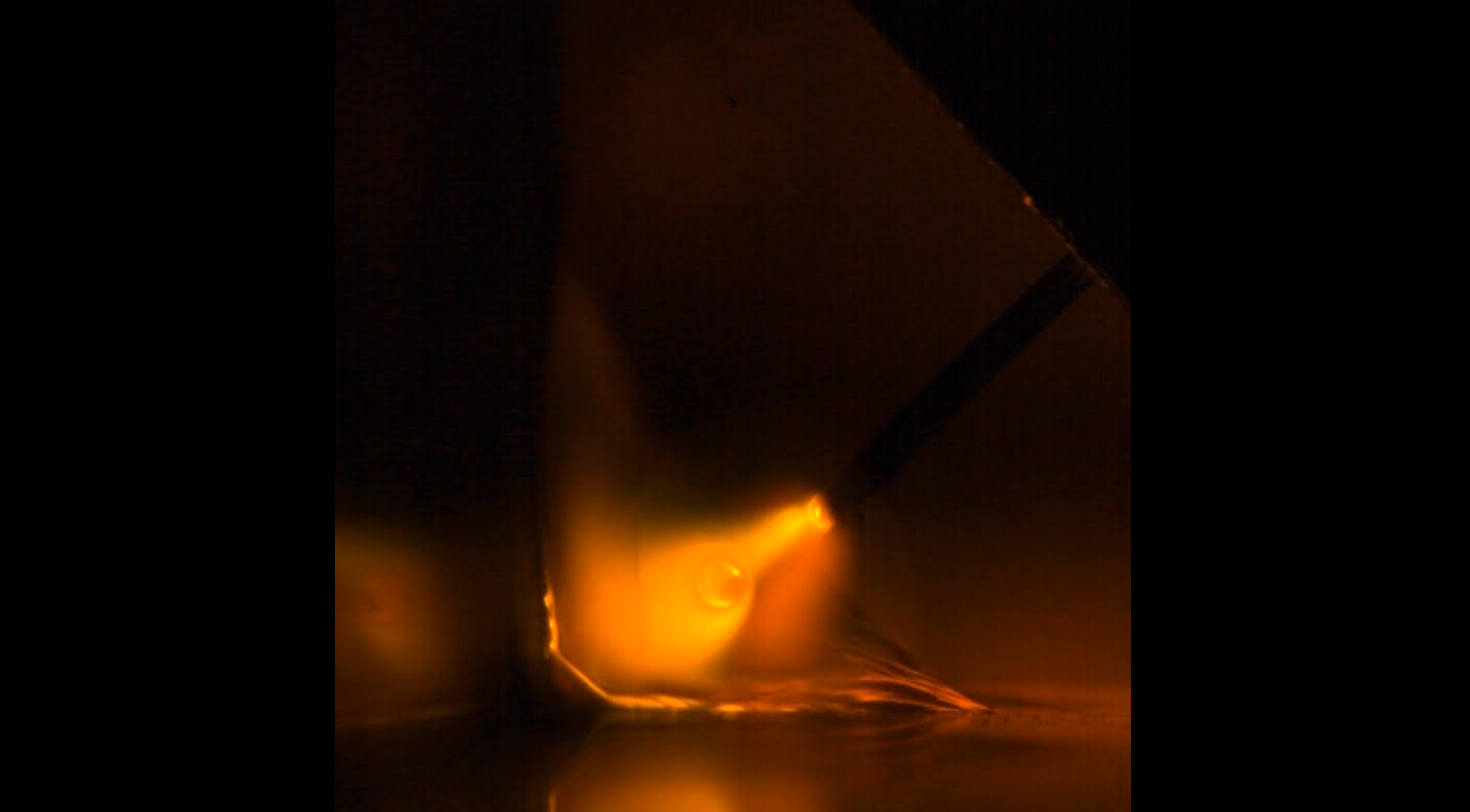
Kempin WiseThin+ helpottaa merkittävästi etenkin kaikkein pienimpien ainevahvuuksien (alle 2 mm) hitsausta. Perinteistä lyhytkaarihitsausta pienemmän lämmöntuonnin ansiosta näiden ohuimpienkaan materiaalien hitsauksessa ei esimerkiksi tarvitse kuljettaa läpipalamisen pelossa liian nopeasti, jolloin hitsausvirheiden riski vähenee. Lisäksi WiseThin+:n avulla voidaan vähentää roiskeisuutta ohutlevyjen hitsauksessa. Kemppi on kehittänyt uusimpana pienen lämmöntuonnin prosessina myös MAX Coolin, joka yhdistelee WiseRoot+:n ja WiseThin+:n ominaisuuksia siinä määrin, että yhdellä hitsausprosessilla voidaan hitsata pohjapalkoja sekä ohutlevyjä. Ohutlevyjen hitsauksesta MAX Coolilla näkyy esimerkki kuvassa 3.
Kuva 3. MAX Coolilla hitsattu ulkonurkkahitsi. Perusaine 1 mm S 355.
Magneettinen puhallus
Kaikkien ferriittisten terästen hitsauksen jokseenkin yleinen ongelma on ilmiö nimeltä magneettinen puhallus. Levyjen magneettisuuden aiheuttamat kentät voivat häiritä valokaarta, jolloin tuloksena on epävakaa ja huomattavan roiskeinen valokaari. Mikäli magneettista puhallusta ilmenee, se häiritsee erityisesti pulssihitsausta voimakkaasti. Ilmiön aiheuttamia haittoja voidaan jossain määrin välttää hitsausparametreja säätämällä. Esimerkiksi kaarijännitteen, eli käytännössä valokaaren mitan pienentäminen auttaa ongelmaan hieman.
Ratkaisumme: MAX Speed -hitsausprosessi
Huomattavasti suurempi apu on kuitenkin siitä, että pulssituksen amplitudia pienennetään. Käytännössä tämän voi tehdä käyttämällä Kempin MAX Speed -hitsausprosessia, jossa käytetään korkeudeltaan matalaa pulssitusta vakiotaajuudella. MAX Speedillä suoritetuissa hitsauskokeissa on pystytty hitsaamaan onnistuneesti tarkoituksella voimakkaasti magnetoituja levyjä, joiden hitsaus perinteisellä pulssi-MAG-hitsauksella ei käytännössä onnistu. MAX Speedin muita hyötyjä ovat sietoisuus todella suurille kuljetusnopeuksille, suuri tunkeuma sekä näiden kahden asian johdosta mahdollisuus hitsata helposti ja tehokkaasti pieniä a-mittoja.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Liittyvät tuotteet

Tuoteperhe
360 asteen modulaarinen moniprosessihitsauslaite, joka on suunniteltu ensisijaisesti tehokkaaseen MIG/MAG-hitsaukseen. X5 FastMig on saatavana vaihtoehtoisilla Manual-, Synergic- ja Pulse-hitsausjärjestelmillä. Kattava lisävarustevalikoima tuo joustavuutta ja tehokkuutta hitsaustuotannon prosesseihin.

Tuoteperhe
Master M on kompakti hitsauskone, jossa yhdistyvät ensiluokkainen hitsausteho, erinomainen käytettävyys ja nopea parametrien määritys. MasterMig on pienikokoinen mutta tehokas MIG/MAG-hitsauskone manuaaliseen, synergiseen ja pulssi-MIG-hitsaukseen.

Tuoteperhe
Hitsaustoiminto, joka on suunniteltu ratkaisemaan sekakaarialueen haasteet. WiseSteel vaihtelee aineensiirrossa lyhytkaarta ja kuumakaarta, mikä tuottaa laadukkaita suomukuviollisia hitsejä.
Lisää blogikirjoituksia

WiseSteel – laatua ja tuottavuutta rakenneterästen MAG-hitsaukseen
Entistä vaativammat perusaineet nostavat odotuksia hitsauslaitteiden suhteen. Kemppi on löytänyt toimivia ratkaisuja lujempien teräslaatujen hitsaukseen optimoidusta valokaaren hallinnasta. WiseSteel on Kempin kehittämä MAG-hitsausprosessi rakenneterästen hitsaukseen. Prosessin käytöllä voidaan pienentää hitsausvirheiden riskiä suurilla hitsausnopeuksilla, ja myös lujempien teräslaatujen vaatima matala lämmöntuonti on mahdollista saavuttaa.
Innovaatio

Moniprosessihitsauslaite on hitsaajan ystävä haastavissa sovelluksissa
Taitava ja kokenut hitsaaja käsittelee tottuneesti erilaisia materiaaleja eri hitsaussovelluksissa ja -asennoissa – myös haastavissa olosuhteissa. Taidot eivät kuitenkaan yksin riitä; ilman soveltuvaa ja laadukasta hitsauskonetta upeat hitsit jäävät haaveeksi. Hitsauskoneen suorituskyky vaikuttaa myös merkittävästi hitsaamiseen kuluvaan aikaan. Huomattavia kustannussäästöjä saavutetaan vain, kun työstä suoriudutaan hyvin lopputuloksin ja mahdollisimman lyhyessä ajassa.
Käsinhitsaus
MIG/MAG-kaarityypit
MIG/MAG-hitsauksessa aineensiirtymistapa lisäainelangasta hitsisulaan muuttuu hitsausvirran mukaan. Eri kaarialueita käytetään sen mukaan, mikä on hitsausasento sekä perusaineen materiaali ja paksuus:
Hitsauksen ABC

Ammattilaistestissä Kemppi Minarc T 223 ACDC
Hitsauslaitteiden käytännön suorituskyvyllä on merkitystä. Kolme ammattilaishitsaajaa testasi Kemppi Minarc T 223 ACDC:n.
Käsinhitsaus, Ihmiset

ADF ja DIN-sävyteknologia mullistavat hitsausturvallisuutta ja tarkkuutta
Hitsaus altistaa silmät äärimmäisille olosuhteille. Valokaari tuottaa voimakasta valoa sekä ultravioletti- (UV) ja infrapunasäteilyä (IR), jotka voivat aiheuttaa silmille vakavia ja pysyviä vaurioita ilman asianmukaista suojaa. Perinteisissä hitsauskypärissä käytettiin kiinteäsävyisiä linssejä, mutta automaattisesti tummuva (ADF) linssiteknologia on mullistanut mahdollisuuden yhdistää suojaus, näkyvyys ja tarkkuus.
Turvallisuus

Kemppi tuo älykkäät kobottiratkaisut hitsausautomaatioon
Hitsausalalla on jatkuva paine parantaa tuottavuutta, ylläpitää korkeaa laatua ja hallita yhä kasvavaa pulaa ammattitaitoisesta työvoimasta. Kompaktit hitsausrobotit eli kobotit tarjoavat joustavan ja tehokkaan tavan automatisoida hitsausta ilman, että ihmisiä korvataan kokonaan. Kempin kobottiratkaisu erottuu edukseen ainutlaatuisella lähestymistavallaan: käytännöllinen ja kustannustehokas yhdistelmä käsinhitsausteknologiaa ja älykkäitä integrointiratkaisuja.
Automatisoitu hitsaus
