
ABC spawania
How to weld aluminum
7 maja 2024
Some metals, like aluminum, have a naturally occurring, tough surface oxide layer. That surface oxide layer must be removed to enable successful welding. In the case of aluminum alloys, the surface oxide layer has a significantly higher melting temperature (approximately 2000°C) than the melting temperature of the aluminum base material (660°C).
Antti Kahri
With TIG (Tungsten Inert Gas) welding, the tough surface oxide is typically broken down and dispersed using alternating current (AC). This is because DC- welding (Direct Current, negative polarity), which has good penetration characteristics, doesn’t provide enough heat to remove the oxide layer, and it doesn’t have a cleaning effect on the weld pool like DC+ welding (Direct Current, positive polarity) does. On the other hand, DC+ delivers too much heat to the electrode and causes it to melt, which is not wanted in TIG welding. Unlike aluminum, for example, carbon steels, stainless steels, copper, and titanium can be welded using DC-.
AC TIG welding
During the AC TIG welding process (Figure 1), the arc burns between a tungsten electrode and the workpiece, protected from atmospheric contamination by an inert gas shield (typically, the shielding gas used is commercial-grade pure Argon). As the welding arc ignites and burns, the high temperature of the tungsten electrode ionizes the argon atoms within the argon shielding gas column. The resulting reciprocating, negatively charged electrons, and positively charged ions, together with the AC (alternating positive and negative half-cycle current waveform), break down the aluminum surface oxide, establishing a controlled welding process that has an optimal balance of cleaning effect, heat input, and penetration.
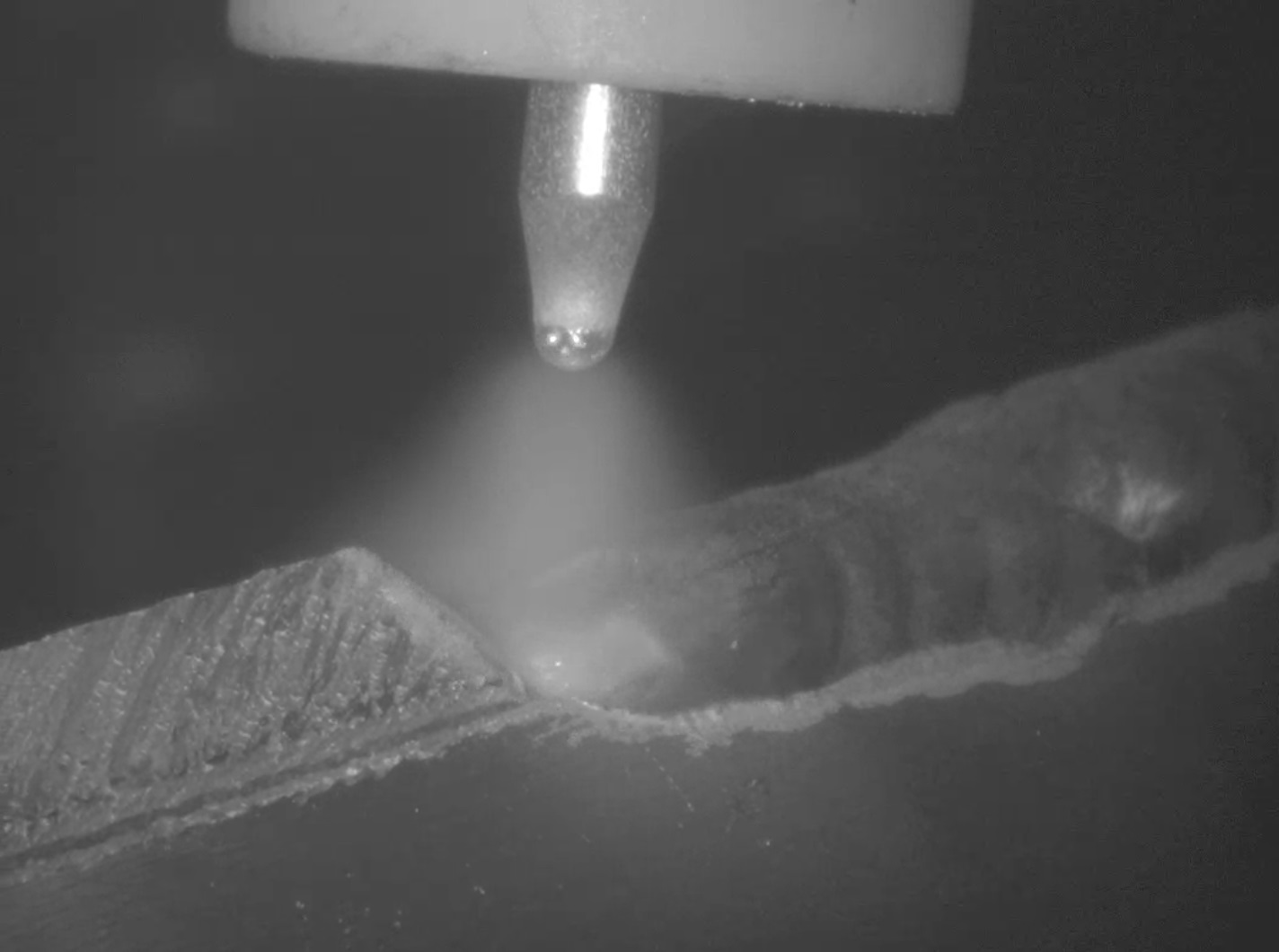
Figure 1. AC TIG welding of the aluminum corner joint. This figure shows the DC- phase of the process that gives the weld its penetration.
Pulsed MIG welding
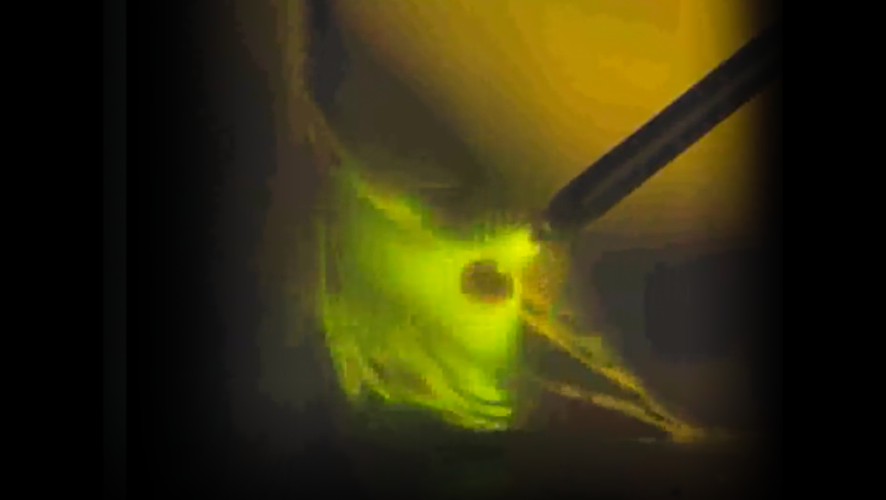
In MIG (Metal Inert Gas) welding, the wire electrode is melted so DC+ can be utilized. This means that there is enough heat in every typical MIG welding process to remove the aluminum oxide layer. To ensure the best possible welding quality, like in AC TIG welding, the oxide layer and weld pool should be dispersed while welding. In MIG welding, this can be done most efficiently by using a pulsed current (pulsed MIG welding, Figure 2). The variation of welding current helps to keep the process stable and to achieve high-quality, clean welds that are free from porosity. This effect can be taken even further by using stepping movement while welding or by using double pulse welding. In double-pulse welding, the wire feed speed is also pulsed, and this increases the stirring effect in the weld pool.
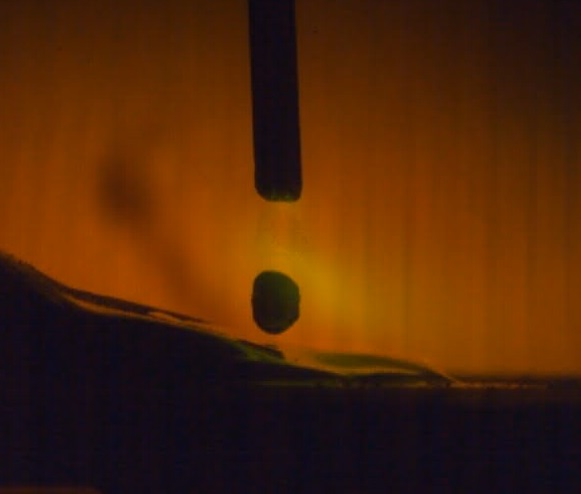
Figure 2. Pulsed MIG welding detaching a droplet from 1,2 mm AlMg5 filler wire.
The best portable welding machines for Aluminum
A good TIG welding solution for aluminum is the Minarc T 223 ACDC. It’s an entirely new 220 A, 1-phase, multi-voltage 220V-240V / 110V-120V, AC/DC TIG, and MMA welding machine that includes an electrolytic weld cleaning process as standard. Now, in seconds, you can weld and electrolytically clean your perfect welds with one machine. Another portable welding machine that is perfect for aluminum MIG welding is the Master M 205. It stands out from most of the other 1-phase MIG welding machines because it offers a professional-level pulse welding process.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Powiązane produkty

Rodzina produktów
Modele Master M 205 i Master M 323 wyznaczają nowe standardy mocy i wydajności w segmencie przenośnych urządzeń do spawania metodą MIG. Dzięki kompaktowej, lekkiej i łatwej w przenoszeniu konstrukcji spawacze otrzymują mobilne urządzenie, które można przynieść w dowolne miejsce.

Rodzina produktów
MasterTig, nowe urządzenie do spawania metodą TIG z wykorzystaniem zarówno prądu przemiennego, jak i stałego, wyznacza zupełnie nowe standardy jakości, wszechstronności i wydajności energetycznej spawania. Modułowa konstrukcja umożliwia dostosowanie urządzenia do różnych zastosowań spawalniczych.

Rodzina produktów
Minarc T to przenośne wielonapięciowe urządzenie spawalnicze, która wykonuje wysokiej jakości połączenia metodą TIG przy użyciu prądu przemiennego/stałego i jednocześnie profesjonalnie czyści powstałą spoinę.
Więcej postów na blogu

Wysokiej jakości spawanie impulsowe 1-fazowym urządzeniem spawalniczym MIG/MAG
Wszechstronność przenośnych urządzeń spawalniczych była dotąd ograniczona przez brak możliwości spawania impulsowego MIG/MAG. Argumentowano, że do uzyskania wysokiej jakości spawania impulsowego MIG/MAG niezbędne jest zasilanie 3 fazowe.
Spawanie ręczne
What is pulsed MIG welding, and for what you can use it?
Pulsed MIG/MAG welding is a significant improvement in welding technology, offering accuracy, productivity, and flexibility that conventional welding methods can hardly compete with. This advanced process has become popular for professionals looking to improve weld quality, especially in demanding applications. Here's a closer look at how pulsed MIG/MAG welding works and the situations where it truly shines.
ABC spawania

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
ABC spawania

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatyzacja spawania

Kemppi Minarc T 223 ACDC: Praktyczny test profesjonalnego spawacza
W przypadku sprzętu spawalniczego liczy się rzeczywista wydajność. Trzech profesjonalnych spawaczy przetestowało urządzenie Kemppi Minarc T 223 ACDC.
Spawanie ręczne, Ludzie

Wyższy poziom bezpieczeństwa spawania: Jak ADF i DIN zmieniają ochronę i precyzję
Podczas spawania ludzkie oko jest stale narażone na ekstremalne warunki. Łuk spawalniczy generuje intensywne światło, promieniowanie ultrafioletowe (UV) i podczerwone (IR), które mogą powodować poważne i trwałe uszkodzenia, jeśli nie są odpowiednio osłonięte. Podczas gdy tradycyjne przyłbice opierały się na filtrach o stałym stopniu zaciemnienia, postępy w technologii automatycznego zaciemniania (ADF) zrewolucjonizowały sposób, w jaki spawacze równoważą ochronę, widoczność i precyzję.
Bezpieczeństwo
