Innowacja
Effortless root pass and thin sheet welding
18 października 2023
Kemppi has launched three new MAX welding processes (MAX Cool, MAX Speed and MAX Position) for the Master M and X5 FastMig product families to improve productivity, quality and usability in the challenging welding applications. MAX Cool lowers the heat input and operates in a short arc area so it’s ideal for steel welding and MIG brazing. The welding characteristics of MAX Cool have been fine-tuned to allow high-quality root pass and thin sheet welding.
Antti Kahri
Modified short arc welding
MAX Cool provides accurate welding current control. The principle of the process is shown in Figure 1. After the short circuit dynamics typical for short arc welding, when the short circuit is released, the welding current is quickly brought down to a low level to minimize the amount of spatter generated. A forming pulse is then applied, the purpose of which is to give the weld the desired shape through a suitable, precisely controlled heat input. Apart from the wire feed speed, the only parameter that can be adjusted is the heat fine-tuning, which influences the size of the forming pulse and thus the pass shape.
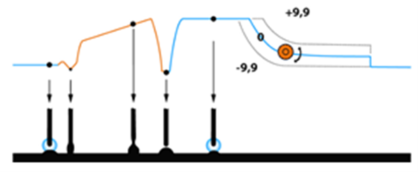
Figure 1. Behaviour of the welding current and metal transfer in the MAX Cool process. The orange knob and numerical values illustrate the effect of heat fine-tuning.
One welding process, many benefits
Compared to the traditional short arc or pulse welding the MAX Cool process reduces the heat input minimizing the welding deformation. With low heat input and precise arc control, the weld pool is easily controllable, giving it excellent position welding properties. In addition, welding even large air gaps is easily manageable, and there’s no collapsing of the weld pool at any point. Air gaps of up to 12mm have been successfully welded in the welding tests. Compared to the traditional short arc welding MAX Cool produces less spatter in many applications.
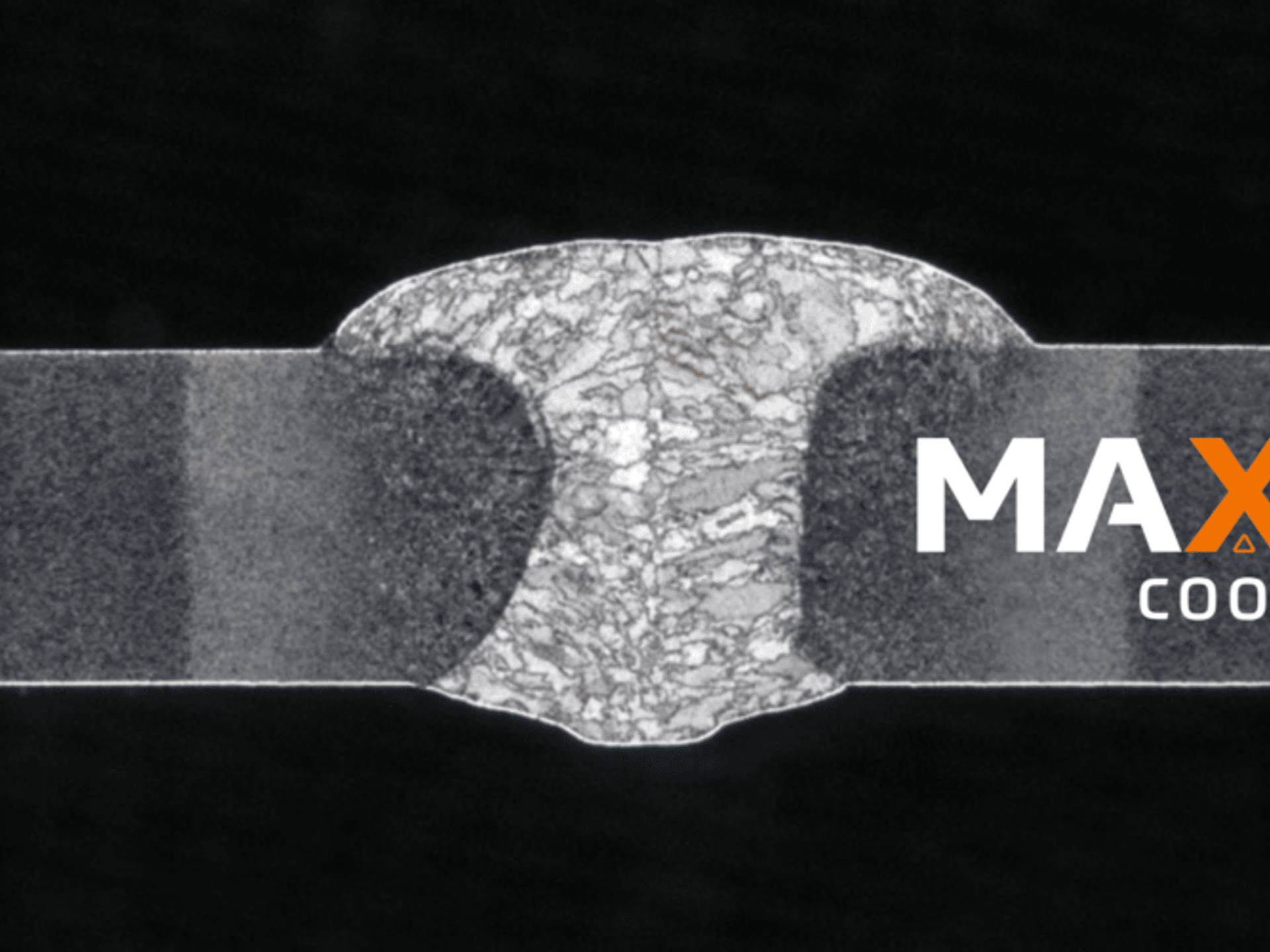
Efficient and flexible root pass welding
MAX Cool can be used to weld a wide variety of root pass applications. The most common types of groove welds are I and V-grooves. Typically, the I-groove can be welded up to a material thickness of 3-4 mm completely in one pass (Figure 2). The V-groove is used for thicker material. The weld pool is so controllable that root pass welding is possible with various air gaps thanks to the low heat input. The minimum air gap can be 1-2mm and there is no upper limit. For welding smaller air gaps, direct movement can be used in many cases. Weaving should be used for larger air gaps. The 0 setting of the process heat fine-tuning is optimized for root pass welding. Typically, the user needs to adjust only the wire feed speed.
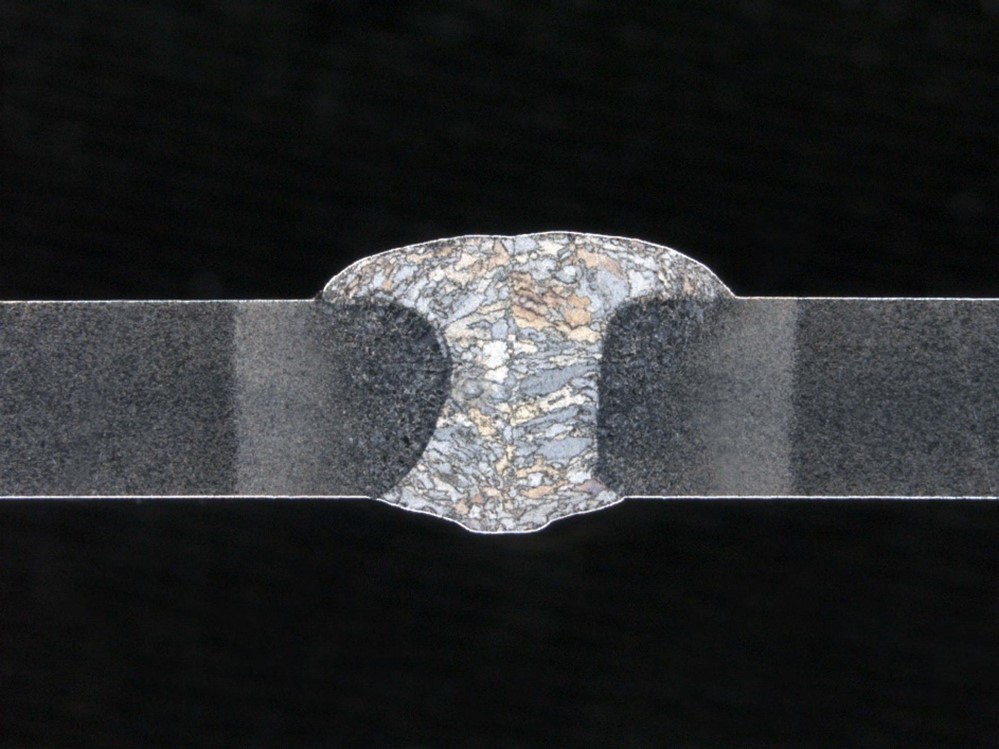
Figure 2. Full penetration butt weld using one pass without root reinforcement (I groove). Base material 3mm S 355. Filler- wire 1.2mm OK Autrod 12.51. Shielding gas Ar + 18% CO2
Unlike a traditional short arc welding, MAX Cool allows to weld root passes from top to bottom (welding position PG) without the risk of welding defects. This is typically the most efficient welding position. However, using Max Cool all other positions are possible thanks to the good weld pool control. Traditional short arc welding typically requires welding from the bottom upwards (welding position PF) resulting in slow progress. That’s why the root pass welding is much more efficient with MAX Cool. Compared to the pulse MAG welding, the main advantage of MAX Cool is that there is no need for the root reinforcement. The overall productivity of the traditional root pass welding (i.e. TIG welding) is very low. MAX Cool is a very efficient choice by comparison. Unlike some modified short arc welding processes, MAX Cool doesn’t require a separate measuring cable attached to the workpiece.
High-quality joining of thin sheets by welding and arc brazing
MAX Cool is also ideal for thin sheet welding thanks to its reduced heat input. Particularly good thin sheet welding applications are overlap, corner (figure 3) and butt joints because a good pass shape can be achieved with a very low heat input. For example, achieving a good pass shape may require a higher heat input in fillet welds in which case MAX Cool’s heat fine-tuning can be used. In addition to the above, MAX Cool is ideal for thin sheet applications in which the air gaps have been created for one reason or another.
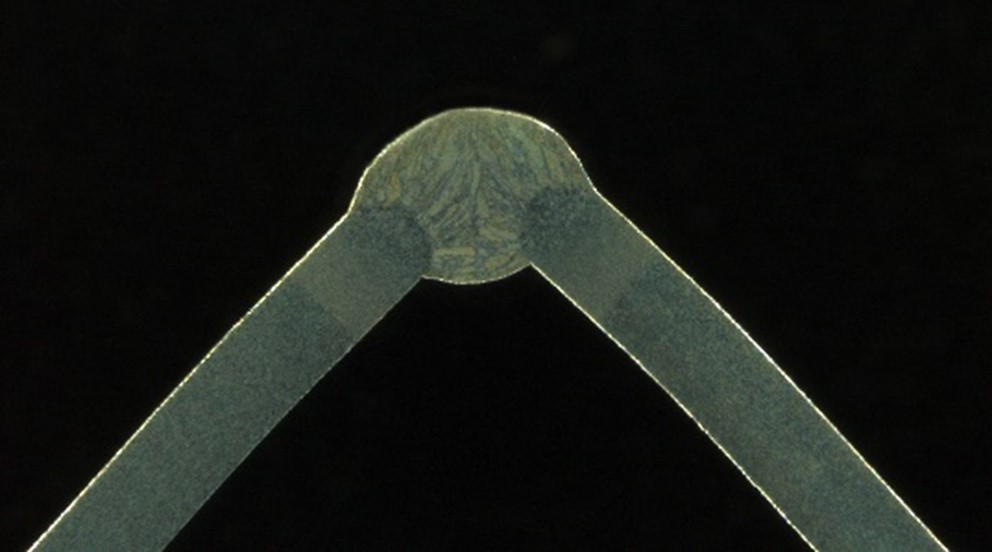
Figure 3. Corner weld. Base material 1mm S 355. Filler wire 1.0mm OK Autrod 12.51. Shielding gas Ar + 18% CO2.
Based on welding tests, MAX Cool process’ heat input at the same wire feed rate is typically 15-20% lower compared to a traditional short arc welding and 30% lower compared to a pulsed MAG welding. That’s why it’s significantly easier to avoid burn-through and reduce a deformation during welding. Especially when welding larger pieces, the deformations are more visible which can make it much easier to manufacture the final product.
MAX Cool is also designed to work as a MIG brazing process with CuSi3 and CuAl8 filler materials. The MIG brazing is particularly used for joining galvanized thin sheets as the method doesn’t burn the zinc layer off the surfaces of the pieces (figure 4). MAX Cool MIG brazing can be used for a wide range of thin sheet MIG brazing applications, similar to the thin sheet welding applications mentioned above. The only significant differences are that the MIG brazing typically uses higher travel speeds and the shielding gas is pure argon.
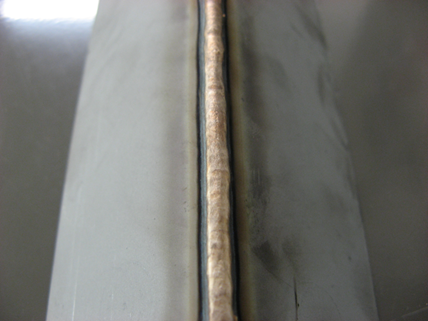
Figure 4. MIG brazed corner weld. Base material galvanized 1mm structural steel. Filler wire 1.0mm CuSi3. Shielding gas: pure argon
Summary
The MAX Cool short arc welding process uses precise welding current control and the reduced heat input. Its welding characteristics are designed to meet the requirements of both root pass and thin sheet welding. The reduced heat input makes it easy to control the weld pool in the root pass welding in different positions and with varying air gaps. Even the thinnest sheets can be welded and MIG brazed with significantly less risk of burn-through and with less deformations compared to more traditional MIG/MAG processes. Unlike many other modified short arc welding processes, MAX Cool is also available for compact (Master M 355 & 358) and portable (Master M 323) welding machines.
Read more about the three new MAX welding processes.

Antti Kahri
Antti Kahri
Welding Engineer, Welding Team at Kemppi Oy. International Welding Engineer (IWE) who has more than ten years of experience developing welding characteristics for TIG, MIG/MAG and MMA welding machines, such as X8 MIG Welder and MasterTig. Passionate about finding user-friendly ways to improve the quality and efficiency of welding.
Powiązane produkty

Rodzina produktów
Proces MAX Cool obniża dopływ ciepła nawet o 32%, poprawiając kontrolę tam, gdzie zbyt wysoka temperatura niekorzystnie wpływa na jeziorko spawalnicze.
Więcej postów na blogu

Welding value with digitalization
Did you know, that a large oil rig may involve more than 100 000 welds? Or that building an oil rig employs dozens of contractors in the most demanding working conditions?
Cyfryzacja

The double-pulse method makes TIG welding more efficient – even with demanding materials
TIG welding is a commonly used welding process for metals that are considered challenging to weld, such as titanium. It is the easiest and safest method for achieving high quality with small equipment investments. However, the number of weld passes required makes TIG welding slow and laborious, and productivity suffers. The double-pulse feature of Kemppi's new MasterTig has been developed to make TIG welding more efficient.
Innowacja

What to consider when buying a welding machine?
Once a welding machine has reached the end of its life cycle, or a company expands its operations, it's time to find a new best friend for the welder. There is a wide range of welding machines on the market, and in many cases, comparing different brands and models is challenging. What kind of things should be considered when purchasing a welding machine?
ABC spawania

Cobot welding automates manual welding for superior efficiency and quality
Cobot welding integrates collaborative robots (cobots) into welding processes to enhance productivity, quality, and safety.
Automatyzacja spawania

Kemppi Minarc T 223 ACDC: Praktyczny test profesjonalnego spawacza
W przypadku sprzętu spawalniczego liczy się rzeczywista wydajność. Trzech profesjonalnych spawaczy przetestowało urządzenie Kemppi Minarc T 223 ACDC.
Spawanie ręczne, Ludzie

Wyższy poziom bezpieczeństwa spawania: Jak ADF i DIN zmieniają ochronę i precyzję
Podczas spawania ludzkie oko jest stale narażone na ekstremalne warunki. Łuk spawalniczy generuje intensywne światło, promieniowanie ultrafioletowe (UV) i podczerwone (IR), które mogą powodować poważne i trwałe uszkodzenia, jeśli nie są odpowiednio osłonięte. Podczas gdy tradycyjne przyłbice opierały się na filtrach o stałym stopniu zaciemnienia, postępy w technologii automatycznego zaciemniania (ADF) zrewolucjonizowały sposób, w jaki spawacze równoważą ochronę, widoczność i precyzję.
Bezpieczeństwo
