
Wydajny proces spawania MAX Cool
Proces MAX Cool obniża dopływ ciepła nawet o 32%, poprawiając kontrolę tam, gdzie zbyt wysoka temperatura niekorzystnie wpływa na jeziorko spawalnicze.
- Strona główna
- Spawanie MIG/MAG
- MAX Cool

Ograniczona ilość wprowadzonego ciepła
MAX Cool zmniejsza dopływ ciepła do 32% w porównaniu z tradycyjnym spawaniem pulsacyjnym lub łukiem zwarciowym.

Krótszy czas spawania
MAX Cool pozwala skrócić czas spawania dzięki znakomitej kontroli jeziorka spawalniczego. Eliminuje również potrzebę stosowania podkładki w złączach doczołowych.

Jeden proces do różnych zastosowań
MAX Cool zapewnia doskonałe rozwiązanie w kilku zastosowaniach, w tym do produkcji cienkich blach, spoin graniowych, likwidowaniu szczelin i łączeniu cienkich, wytłaczanych sekcji z wykorzystaniem drutów litych Fe, Ss, CuAl8 i CuSi3.
Eliminuje nadmierną temperaturę wejściową, zapewniając kontrolę nad jeziorkiem spawalniczym
Proces spawania
MAX Cool poprawia kontrolę tam, gdzie zbyt wysoka temperatura niekorzystnie wpływa na stabilność jeziorka spawalniczego i zwiększa odkształcenia spoin. Zmniejsza dopływ ciepła do 32% w porównaniu z tradycyjnym spawaniem pulsacyjnym lub łukiem zwarciowym.
MAX Cool zapewnia doskonałe rozwiązanie w kilku zastosowaniach, w tym do produkcji cienkich blach, spoin graniowych, likwidowaniu szczelin i łączeniu cienkich, wytłaczanych sekcji z wykorzystaniem drutów litych Fe, Ss, CuAl8 i CuSi3. Proces spawania MAX Cool zapewnia większą tolerancję szczelin. Ponadto nie są potrzebne podkładki w złączach doczołowych. Proces spawania zapewnia doskonałą kontrolę jeziorka spawalniczego w spawaniu cienkich blach i ściegów graniowych.
Proces MAX Cool działa w zakresie krótkiego łuku, zapewniając dokładną kontrolę prądu zwarcia. Po zwarciu impuls formujący zapewnia odpowiednie ciepło jeziorka spawalniczego.
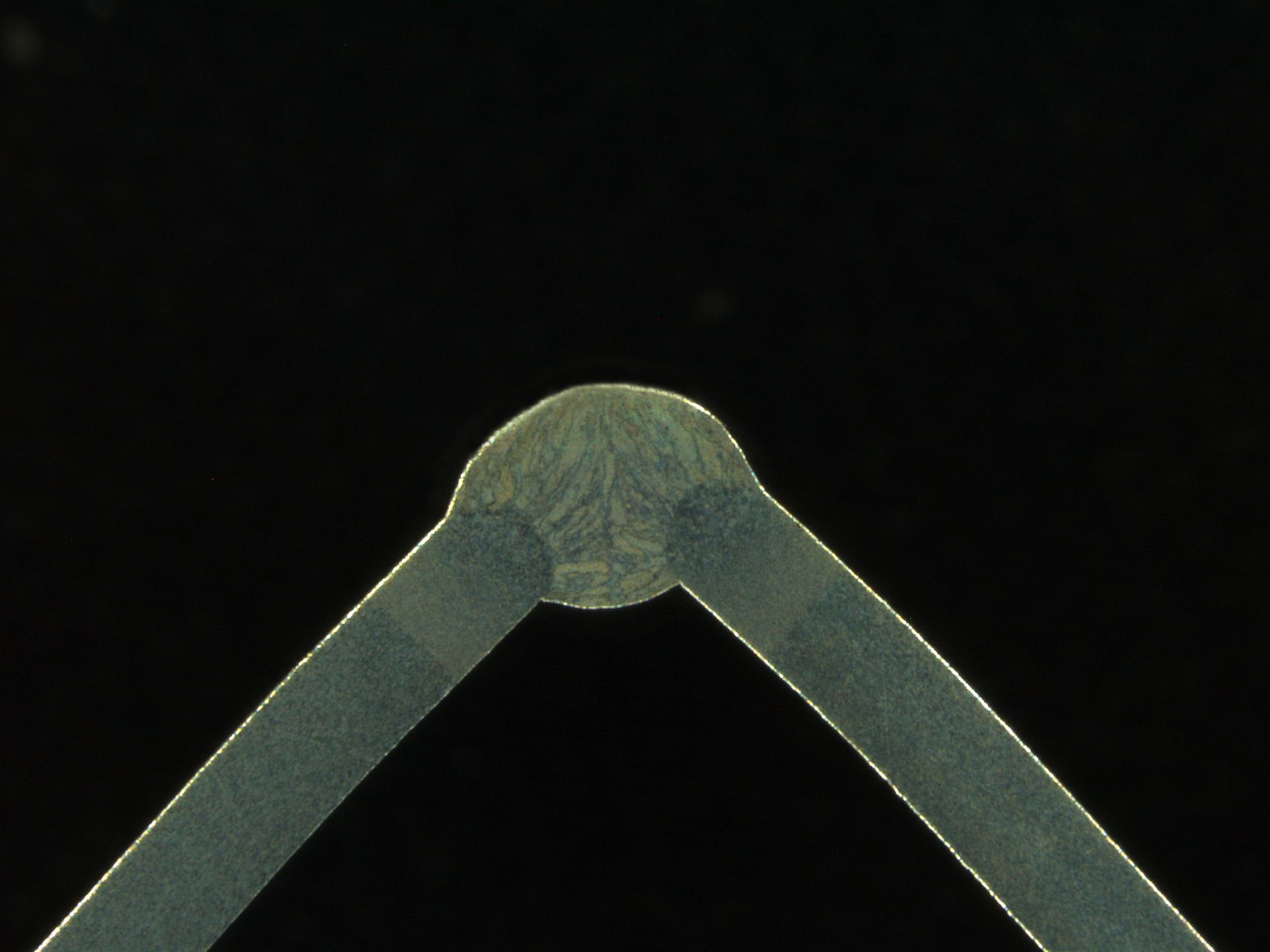
Pokonaj wyzwania podczas spawania cienkich blach
Niska energia liniowa i doskonała kontrola jeziorka spawalniczego pozwalają na duże szczeliny między elementami spawanymi.

Powiązane blogi

Effortless root pass and thin sheet welding
Kemppi has launched three new MAX welding processes (MAX Cool, MAX Speed and MAX Position) for the Master M and X5 FastMig product families to improve productivity, quality and usability in the challenging welding applications. MAX Cool lowers the heat input and operates in a short arc area so it’s ideal for steel welding and MIG brazing. The welding characteristics of MAX Cool have been fine-tuned to allow high-quality root pass and thin sheet welding.
MAX Cool, MIG/MAG welding, Special process, Welding process
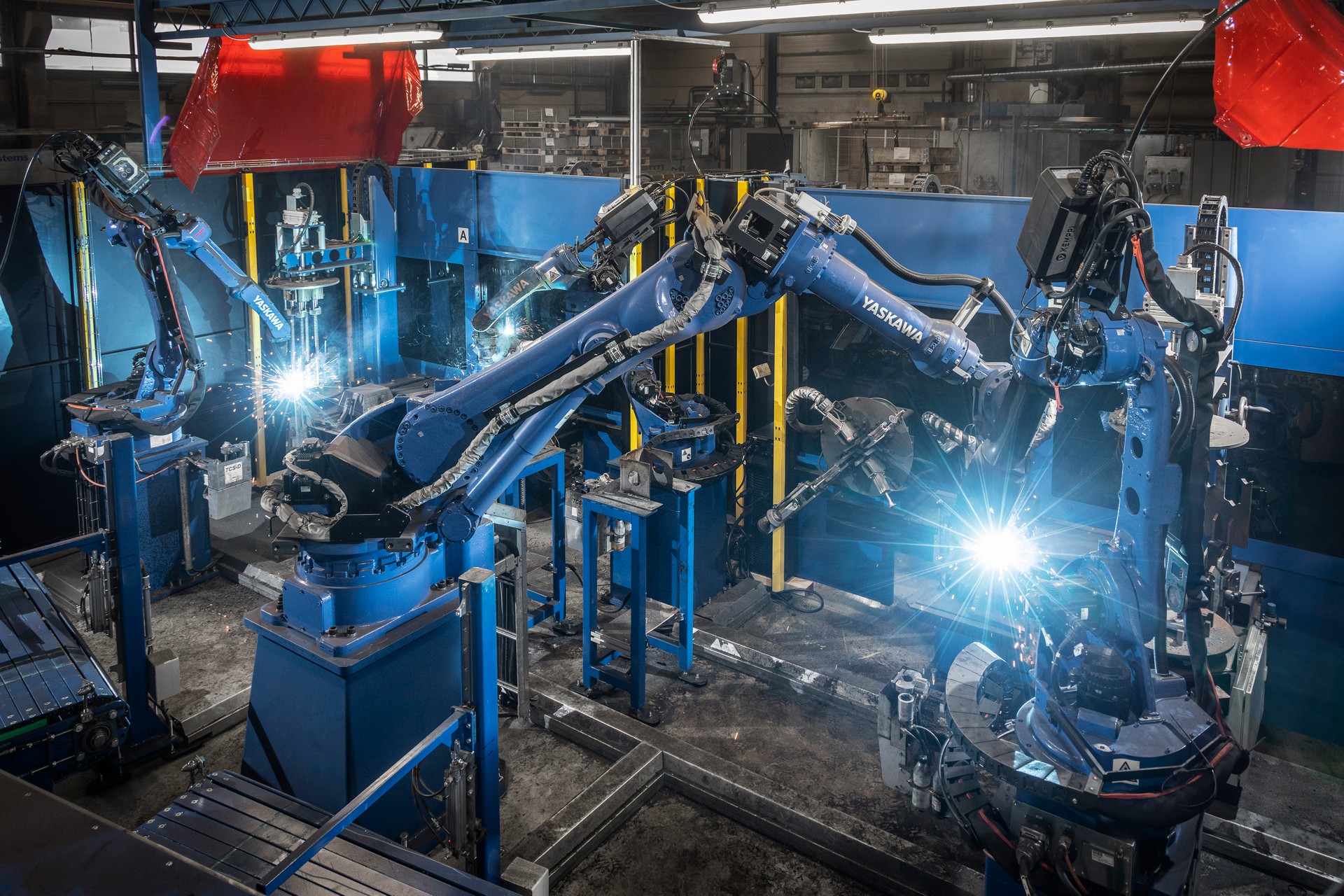
Power and Performance for Robotic Welding
Kemppi's new robotic welding machine is significantly more efficient and versatile than its predecessors. The AX MIG Welder is designed to maximize the potential of any robotic welding system – it offers powerful uninterrupted performance, an easy-to-use interface, and high-quality welds for more productive robotic arc welding operations.
Robotic welding, Automated welding, Welding robot

Więcej niż wspaniałe spoiny – nowa seria Kemppi Master M wyznacza standard kompaktowych urządzeń spawalniczych MIG/MAG
Nowe urządzenia z serii Master M są przede wszystkim użyteczne i wyznaczają nowe standardy bezpieczeństwa i wydajności spawania.
Spawanie ręczne, Master M, Spawanie MIG/MAG

Cooperation helps Kemppi's partners succeed
Robomatik offers welding design, installation and training, while also professionally installing and integrating Kemppi welding equipment. They are a growing company that thrives together with Kemppi.
Robotic welding, Automated welding, Welding robot, Cooperation

Kemppi Minarc T 223 ACDC: Praktyczny test profesjonalnego spawacza
W przypadku sprzętu spawalniczego liczy się rzeczywista wydajność. Trzech profesjonalnych spawaczy przetestowało urządzenie Kemppi Minarc T 223 ACDC.
Spawanie TIG, GTAW, Czyszczenie spoin, Maszyna spawalnicza, Spawacz

Wyższy poziom bezpieczeństwa spawania: Jak ADF i DIN zmieniają ochronę i precyzję
Podczas spawania ludzkie oko jest stale narażone na ekstremalne warunki. Łuk spawalniczy generuje intensywne światło, promieniowanie ultrafioletowe (UV) i podczerwone (IR), które mogą powodować poważne i trwałe uszkodzenia, jeśli nie są odpowiednio osłonięte. Podczas gdy tradycyjne przyłbice opierały się na filtrach o stałym stopniu zaciemnienia, postępy w technologii automatycznego zaciemniania (ADF) zrewolucjonizowały sposób, w jaki spawacze równoważą ochronę, widoczność i precyzję.
Bezpieczeństwo spawacza, Przyłbica spawalnicza, Aparat oddechowy

Kompleksowe rozwiązanie firmy Kemppi do spawania z wykorzystaniem Kobotów
Branża spawalnicza znajduje się pod ciągłą presją, aby zwiększać produktywność, utrzymywać wysoką jakość i radzić sobie z rosnącym niedoborem wykwalifikowanej siły roboczej. Roboty współpracujące (koboty) zapewniają elastyczny i wydajny sposób automatyzacji zadań spawalniczych bez pełnego zastępowania operatora. Rozwiązanie Kemppi do spawania z zastosowaniem kobotów wyróżnia się wyjątkowym podejściem: praktycznym, opłacalnym połączeniem sprawdzonej technologii spawania ręcznego i inteligentnych narzędzi integracyjnych.
Spawanie cobotami, Spawanie zautomatyzowane, Spawanie przemysłowe
